Высокопроизводительная обработка металлов резанием
)
Введение

Данная информация предназначена показать пути лучшего использования производственного времени и ресурсов и повышения эффективности механообработки. В разделах доказывается, что повысить эффекивность обработки не так уж и трудно. “Высокопроизводительная обработка металлов резанием” дает начальные представления о процессе резания и о том, как правильно применять режущий инструмент.
Предлагаемый нами подход позволит Вам выбрать инструмент для конкретных операций точения, фрезерования и сверления, Однако, этот инструмент в значительной мере будет универсальным.
Инструмент сгруппирован по типам обрабатываемых материалов, для которых приведены параметры режима резания, рекомендуемые как первный выбор. Эта информация постоянно обновляется и дополняется, чтобы всегда гарантировать заказчику выбор самых эффективных средств обработки металлов. С помощью этого подхода Вы сможете оценить эффективность вашей работы и увидеть возможности для дальнейшего повышения производительности.
Экономия времени - основной путь повышения эффективности обработки
Обработка металлов резанием является составляющей частью процесса производства большинства деталей. Как и другие технологические процессы, она должна быть конкурентоспособной. Независимо от того, идет ли речь об обработке отдельных сложных деталей на небольшом предприятии или о массовом производстве простых валов, получение прибыли или убытков зависит от экономической эффективности процесса обработки.
Одним из путей достижения эффективности процесса обработки является рациональное сочетание капитальных затрат и других дополнительных расходов, поскольку в ряде случаев заготовка и вспомогательные материалы тоже достаточно дороги. Хотя минимум себестоимости и максимум производительности не совпадают, ниже мы покажем, что главный путь достижения эффективности - наиболее полное использование машинного времени, т. е. работа с наибольшей производительностью, когда выпуск деталей в единицу времени максимален.
Простая возможность повышения производительности
В металлообработке можно увидеть, что любые изменения в технологии как существенные, так и незначительные, приводят к ощутимым изменениям стоимости изготовления деталей. Новый станок с ЧПУ многократно увеличивает выпуск продукции, технологические возможности и скорость обработки. Но затраты на него только тогда имеют смысл, когда приведут к такому совершенствованию производства, что в последующие годы не только окупятся, а начнут приносить прибыль.
Процесс обработки металлов резанием может быть существенно усовершенствован и более доступным путем, чем покупка нового оборудования - за счет рационального применения правильно выбранного высокопроизводительного инструмента.
Развитие процесса металлообработки идет быстрыми темпами. Методы, применяемые при точении, фрезеровании и сверлении десять и даже пять лет назад, сейчас в большинстве своем устарели. Современный инструмент настолько отличается по своим возможностям от применяемого пять лет назад, что если оснастить два одинаковых станка современным и старым инструментом, то станок с новым инструментом за один рабочий день обработает несоизмеримо большее количество деталей.
Правильный выбор инструмента или даже просто сменных многогранных пластин (СМП) обеспечит обработку большего количества деталей за одно и то же время. Не использовать преимущества этого пути и не вкладывать средства в современное инструментальное оснащение существующего оборудования - значит не использовать в полной мере возможность сделать производство более доходным и конкурентоспособным.
Влияние режущего инструмента на эффективность производства
Правильно выбранный инструмент позволяет быстрее окупить затраты на новое оборудование, значительно повысить производительность старого оборудования и сделать работу операторов более продуктивной. Применение современного инструмента эффективно как на новом, так и на старом оборудовании.
В современной металлообработке себестоимость производства детали складывается из нескольких частей. Одна из них - стоимость режущего инструмента. Расчеты показывают, что затраты на инструмент составляют всего несколько процентов от общего объема затрат. Инструмент стоит практически одинаково по всему миру, тогда как стоимость работы оператора сильно отличается в различных странах. Но даже если стоимость труда относительно низкая, а оборудование старое и давно себя окупило, не использовать возможности для повышения его производительности - это все равно, что игнорировать собственную прибыль.
Хотя стоимость режущего инструмента составляет несколько процентов от полной себестоимости производства изделия, инструмент существенно влияет на:
·процесс резания
· время наладки
· количество необходимых операций
· время изготовления детали
· количество инструмента на склад

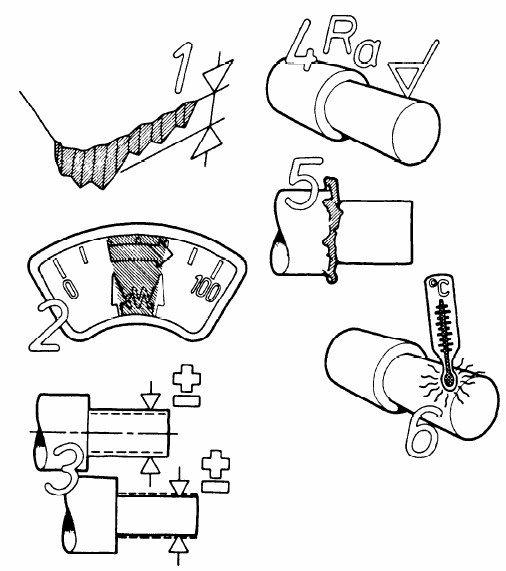
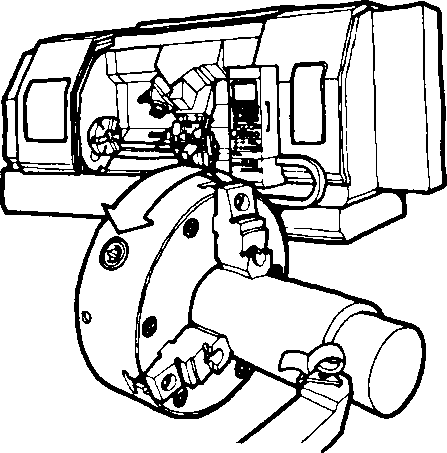
Сущность процесса резания - удаление материала заготовки инструментом, который имеет режущее лезвие и твердость выше твердости обрабатываемого материала.
.png)
Совокупность различных свойств обрабатываемого материала, характеризующих способность материала подвергаться обработке резанием, называется обрабатываемостью.
Обрабатываемость металлов резанием различна и зависит от их свойств: твердости, прочности, вязкости и т.п.
В значительной степени выбор режущего инструмента зависит от обрабатываемого материала.
Использование одного и того же инструмента при обработке разных материалов может привести к снижению его работоспособности и надежности.
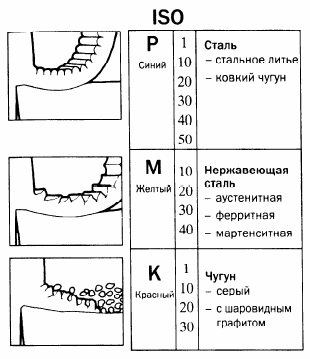
Все многообразие металлов, используемых в машиностроении, можно разделить на три большие группы, как это и сделано Международной организацией по стандартизации (ISO).
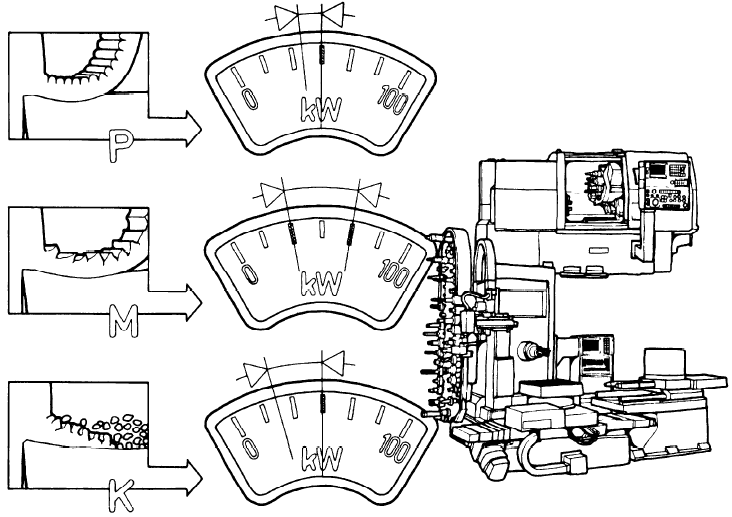
Эти группы условно названы: Р - стали, М - нержавеющие стали и К - чугуны.
Инструмент, предназначенный для резания этих трех основных групп металлов, может с успехом обрабатывать также алюминий, латунь, бронзу, титан и другие материалы.
- Р включает сталь, стальное литье, ковкий чугун, образующий сливную стружку.
- М включает нержавеющие стали с аустенитной, ферритной и мартенсит- ной структурой, жаропрочные и титановые сплавы.
- К включает чугуны, закаленные стали, ковкий чугун, образующий элементную стружку, цветные металлы и пластмассы.
Особенности стружкообразования различных материалов
Существует три основных типа стружки.
Сливная стружка представляет собой сплошную ленту с гладкой прирезцовой стороной. На внешней стороне стружки можно видеть слабые пилообразные зазубрины. Образуется при резании пластичных металлов.
Стружка скалывания представляет собой ленту с гладкой прирезцовой стороной, на внешней стороне стружкиярко выраженные зазубрины. Образуется при резании металлов средней твердости.
Стружка элементная состоит из отдельных, не связанных между собой элементов. Образуется при резании хрупких металлов.
Материалы группы Р образуют при резании сливную стружку, которая непрерывно сходит, как это наблюдается у большинство сталей. Стружка легко ломается при резании средне и высокоуглеродистых сталей, а при обработке низкоуглеродистых вязких сталей стружка ломается с большим трудом. Колебания усилий резания и потребляемой мощности незначительны.
Материалы группы М образуют при резании стружку скалывания, процесс схода которой прерывается, что приводит к значительным колебаниям усилий резания и мощности. Для материалов этой группы стружколомание в значителной степени зависит от степени легирования и термообработки.
Материалы группы К образуют при резании элементную стружку, размеры которой варьируются от крупиц до небольших сегментов. При обработке этих металлов затраты мощности низкие.
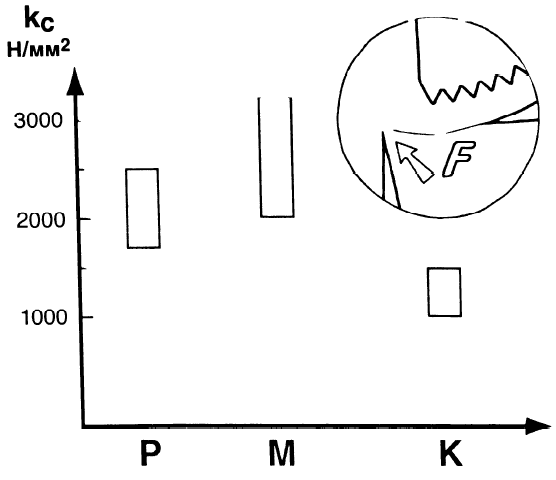
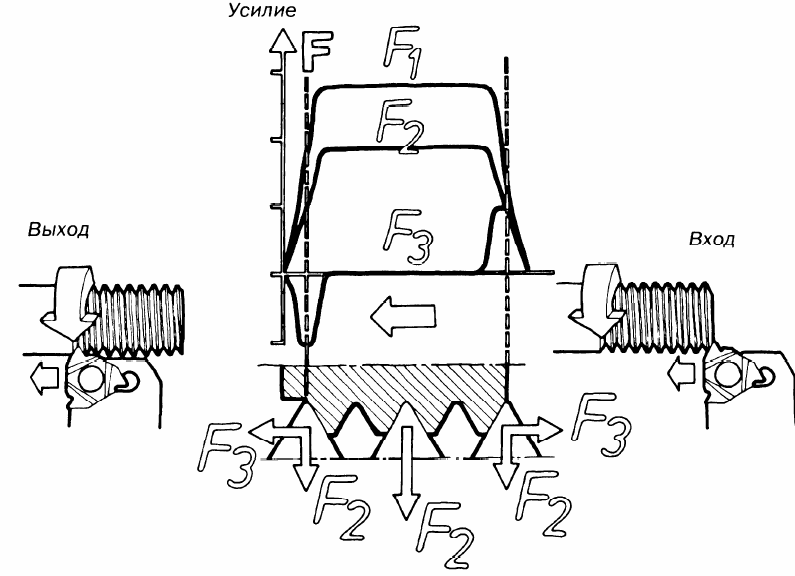
Удельная сила резания
Кроме стружкообразования, материалы в этих трех группах отличаются по величине силы резания (F), которая необходима для снятия стружки определенного сечения при заданных условиях и используется для определения потребной мощности.
Удельная сила резания (кс) выражается в Н/мм2 и является постоянной величиной для каждого обрабатываемого материала. Величина удельной силы резания для материалов различных групп в соответствии с классификацией ISO может находиться в следующих пределах:
• 1700-2500 для материалов группы Р
• 2000-3200 для материалов группы М
• 1000-1500 для материалов группы К
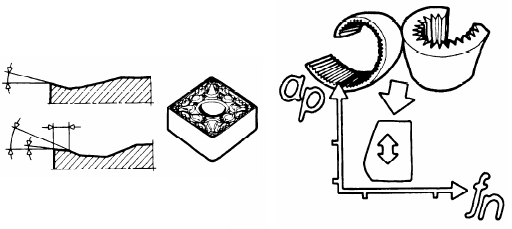
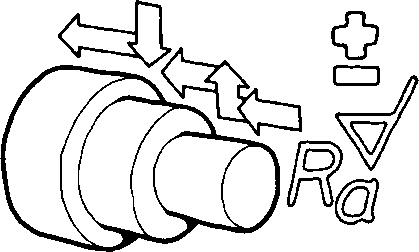
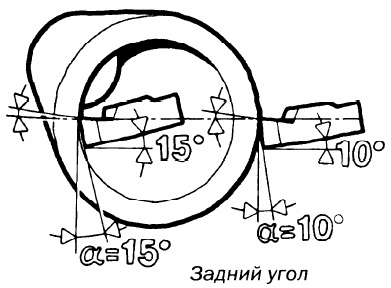
Положительный и отрицательный передний угол
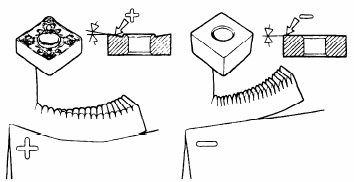
Передний угол - это угол между плоскостью, касательной к передней поверхности режущего инструмента и горизонтальной плоскостью, проходящей через ось обрабатываемой детали. Этот угол может быть как положительным, так и отрицательным. Различия в процессе резания с положительными и отрицательными передними углами довольно существенны и сопоставимы с различиями при обработке острым и затупленным инструментом.
Боковые поверхности неперетачиваемых режущих пластин без задних углов перпендикулярны опорной поверхности, а у пластин с задними углами могут быть наклонены к ней. Однако, пластины без задних углов могут иметь такую форму передней поверхности, которая будет обеспечивать положительный передний угол. При этом уменьшается площадь контакта между стружкой и передней поверхностью пластины, усилия резания, деформация стружки, количество выделяемого тепла, износ инструмента и необходимая мощность. Пластины, в зависимости от наличия у них переднего и задних углов, могут располагаться в корпусе державки или параллельно опорной поверхности корпуса, или наклонно.
При фрезеровании существует дополнительный осевой передний угол - угол между режущей кромкой и плоскостью, проходящей через режущую вершину и ось фрезы. Поэтому при фрезеровании возможны случаи, когда оба передних угла положительны, оба отрицательны и когда один угол - положительный, а другой - отрицательный.
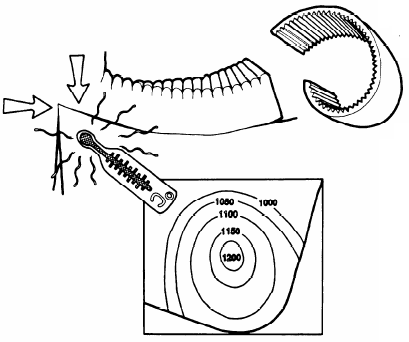
Образование тепла при обработке металла резанием
При обработке резанием большая часть энергии, затрачиваемой на снятие припуска, превращается в тепло. Часто температура на передней поверхности инструмента в зоне контакта со стружкой превышает 1000 С°. Тепловыделение происходит в результате сдвига и деформации стружки, а также трения по передней и задней поверхностям. В идеальном случае большая часть тепла должна удаляться со стружкой, а меньшая идти на нагревание обрабатываемой детали и режущей пластины.
На современном уровне металлообработки проблема теплоотвода не может быть решена только подводом СОЖ в зону резания, а требуется применение таких режущих инструментов, которые обеспечат отвод тепла со стружкой. Температура в зоне резания настолько высока, что происходит испарение охлаждающей жидкости. Это отрицательно сказывается на стойкости инструмента, особенно при фрезеровании, когда процесс обработки прерывистый. Значительные колебания температуры на режущей кромке приведут к образованию термических трещин.
Работа без охлаждения предпочтительнее, поскольку современные инструментальные материалы сохраняют высокую твердость даже при высоких температурах.
Вся работа, производимая при резании, трансформируется в тепловую энергию. Хорошее удаление стружки в процессе резания означает одновременно и хороший отвод тепла из зоны резания и обрабатываемой детали.
Чем больше тепла удаляется со стружкой, тем лучше. Наилучший вариант, когда отводи.png) тся 80% образующегося тепла. Стружка синего, коричневого или радужного цвета говорит от том, что процесс резания идет с хорошим отводом тепла.
тся 80% образующегося тепла. Стружка синего, коричневого или радужного цвета говорит от том, что процесс резания идет с хорошим отводом тепла.
Обильного охлаждения требуют операции расточки, сверления и отрезки, когда затруднено удаление стружки или когда при обработке производится измерение обрабатываемых поверхностей.
При обработке металла резанием необходимо не только получить деталь определенной формы, размера и требуемого качества обработанной поверхности, но и обеспечить образование короткой, легко устранимой стружки. Это особенно важно при высоких режимах обработки, когда в единицу времени образуется большой объем стружки и необходимо обеспечить безостановочную работу оборудования и безопасность оператора.
Резание металлов является во многом наукой отделения стружки от заготовки, причем стружка должна быть требуемой формы и размера. Эффективный процесс резания гарантирует безопасность операции, беспрепятственное удаление стружки из зоны резания, качество обработанной детали, стойкость инструмента, отсутствие непредусмотренных остановок процесса обработки.
Форма современных неперетачиваемых твердосплавных пластин - продукт многолетней работы, направленной на достижение рационального стружкообразования и стружколомания, которые не мешали бы автоматическому циклу работы станка.
.png)
Известны четыре основных вида стружколомания:
1. Стружка ломается в процессе резания, благодаря правильно выбранным для данного обрабатываемого материала геометрии инструмента и параметрам режима резания.
2. Стружка ломается от соприкосновения с задней поверхностью режущей пластины или корпуса резца. Такой метод, хотя и приемлем в ряде случаев, может привести к поломке режущей пластины.
3. Стружка ломается при контакте с обрабатываемой деталью, что может привести к увеличению шероховатости обрабатываемой поверхности и чаще всего неприемлемо.
4. Стружка ломается о специальный стружколом, прикрепленный на режущий инструмент или станок.
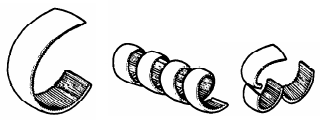
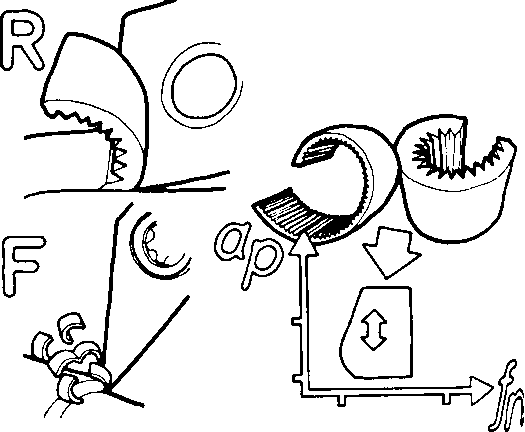
При удовлетворительном процессе стружкообразования стружка имеет форму недлинных спиралей или запятых. Каждая режущая пластина имеет область стружкодробления, определяемая сочетанием подач и глубин резания, при которых поперечное сечение стружки обеспечивает ее ломание в процессе резания. Обычная форма стружки при чистовых режимах - плоская спираль (А), при получистовых режимах - винтовая спираль (В), при черновых режимах - полукольцо (С).
.png)
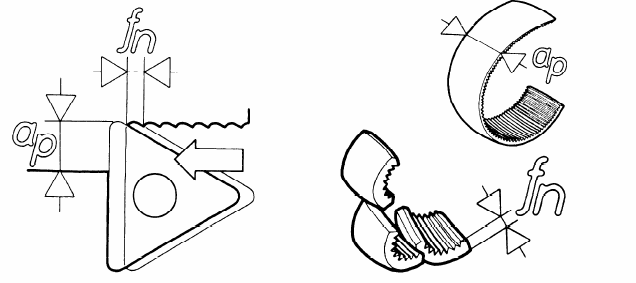
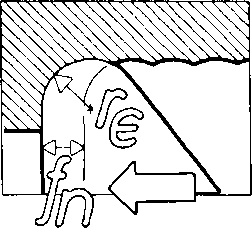
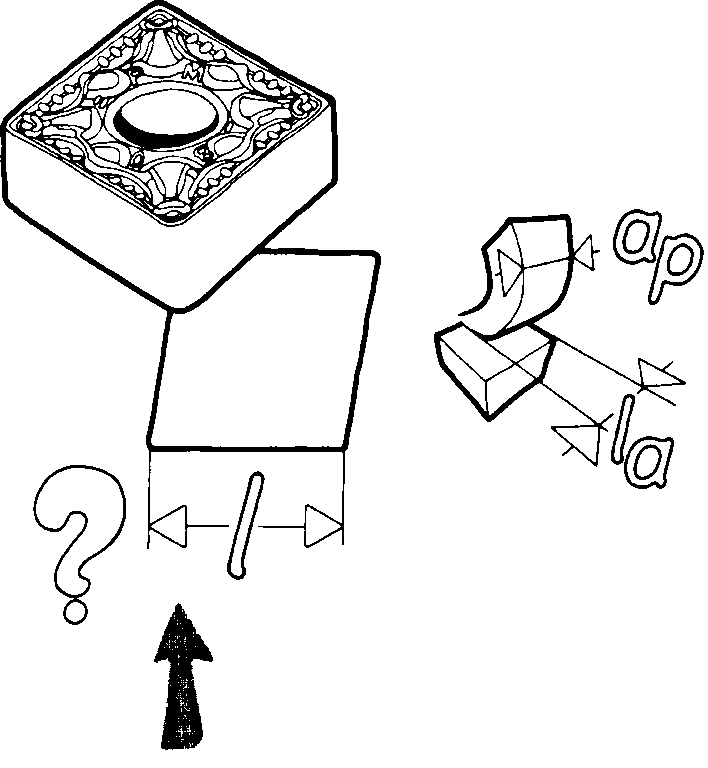
Факторы, влияющие на форму стружки:
ар: глубина резания - припуск, снимаемый инструментом
fп: подача -смещение инструмента вдоль оси заготовки за один оборот
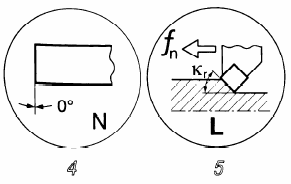
kr: главный угол в плане - угол, который определяет положение режущей кромки относительно заготовки
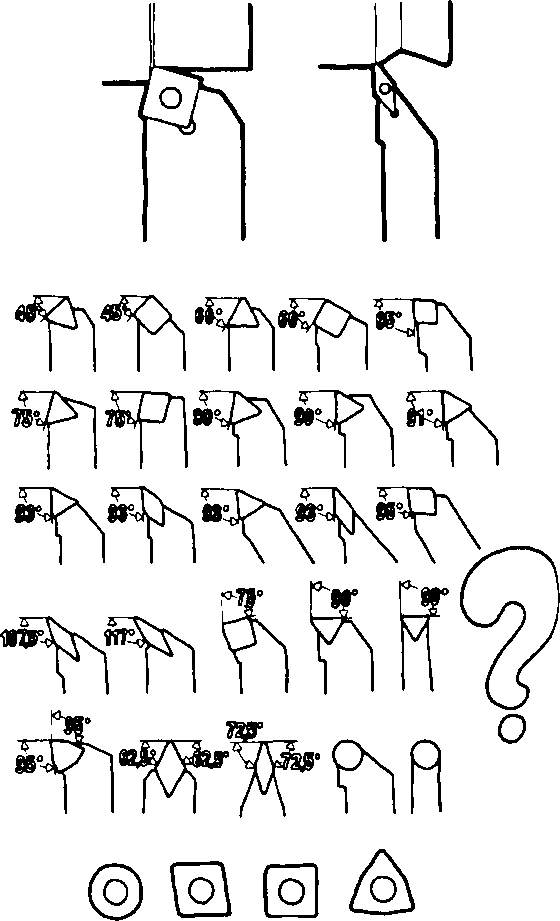
Главный угол в плане влияет на процесс стружкообразования. Обычно он изменяется от 45 до 90 градусов, иногда несколько больше, в зависимости от формы используемой неперетачиваемой пластины и типа резца.
При точении и фрезеровании главный угол в плане всегда задается между проекцией главной режущей кромки на основную плоскость и направлением подачи инструмента. Он играет важную роль, определяя не только стружкообразование, но и направление действия сил, возникающих в процессе резания, толщину стружки и эффективную длину режущей кромки. Он также определяет контакт режущей кромки с заготовкой при входе и выходе ее из процесса резания.
Технологические возможности инструмента, возможность резания одним и тем же в плане инструментом в разных направлениях и форма используемой при этом режущей пластины также зависят от главного угла в плане.
При фрезеровании главный угол в плане зависит от типа фрезы.
При точении выбор главного угла в плане определяется необходимостью обеспечить максимальную прочность режущей кромки пластины.
Врезание может происходить самым разным образом и это следует учитывать при выборе инструмента и его применении.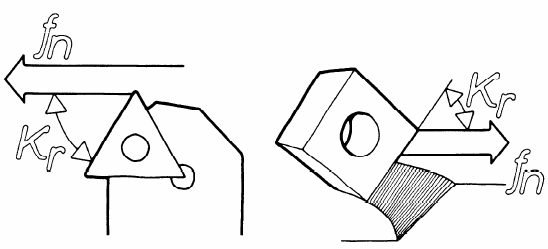
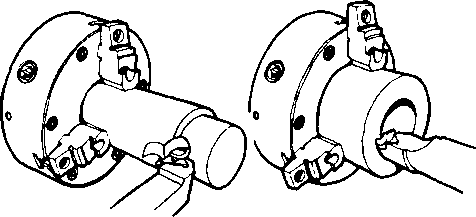
Наиболее распространенные операции токарной обработки на станках с ЧПУ могут безопасно выполняться при больших значениях главного угла в плане на инструменте, способном работать как при подаче вдоль оси, так и при радиальной подаче.
.png)
Главный угол в плане и нагрузка на режущую кромку
Поперечное сечение снимаемой стружки в значительной мере определяется главным углом в плане, который влияет также на распределение нагрузки на режущую кромку. При определенной глубине резания толщина стружки существенно изменяется с изменеием главного угла в плане от 45° до 90°. Чем меньше угол в плане, тем тоньше стружка при большей длине эффективной режущей кромки. С увеличением угла в плане, толщина стружки увеличивается, а эффективная длина режущей кромки уменьшается, соответственно, будет изменяться и нагрузка на режущую кромку. При черновой обработке наиболее благоприятен небольшой угол в плане, который обеспечивает плавный вход и выход режущей кромки, а также распределение общей нагрузки между радиальной и осевой составляющими силы резания. При большом угле в плане основная нагрузка направлена вдоль оси, что особенно благоприятно для расточных операций.
.png)
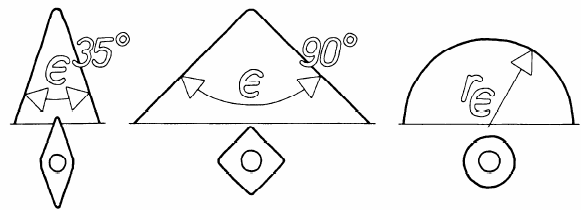
Угол при вершине режущих паластин может варьироваться от пластин с углом при вершине 35° до круглых пластин. Между этими крайними случаями расположены ромбические, треугольные и квадратные пластины с углами при вершине 55, 60, 80 и 90 градусов. Такое разнообразие позволяет выполнять обработку от грубой черновой до финишной и профильной. Пластины с большими углами при вершине, как правило, используются для тяжелой обработки. Наряду с высокой прочностью вершины, эти пластины позволяют вовлекать в работу большую часть режущей кромки. Однако это может привести к возникновению вибраций и увеличению потребляемой мощности. Пластины с небольшими углами при вершине лучше использовать для обработки деталей сложной формы, но следует помнить, что прочность режущей кромки таких пластин меньше.
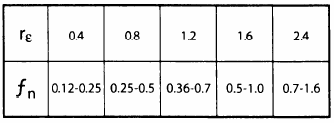
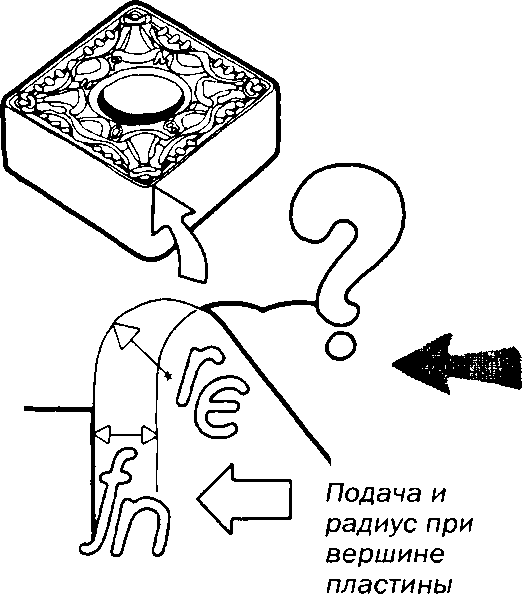
Большое значение при выборе инструмента для точения имеет радиус при вершине. Существует стандартный ряд значений радиуса при вершине: от 0,2 мм до 2,4 мм.
При черновом точении радиус следует выбирать как можно больше, если его использование не вызывает вибрации. Величина подачи зависит от радиуса при вершине и наоборот. Чем больше радиус при вершине, тем прочнее
режущая кромка, что обеспечивает обработку с большими подачами. Малый радиус при вершине предопределяет ослабленную режущую кромку, но способную выполнять более качественную обработку поверхности.
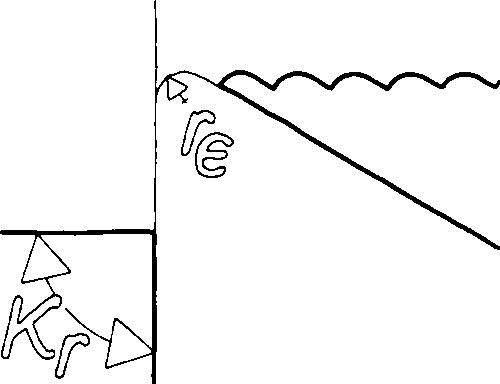
При чистовой обработке радиус при вершине пластины часто является единственным местом контакта пластины и детали. И хотя главный угол в плане пластины может достигать 90°, фактически он (при соизмеримости глубины резания и радиуса) колеблется от достаточно маленького до максимального, иногда достигающего 90°.
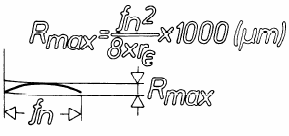
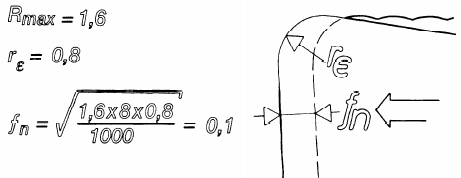
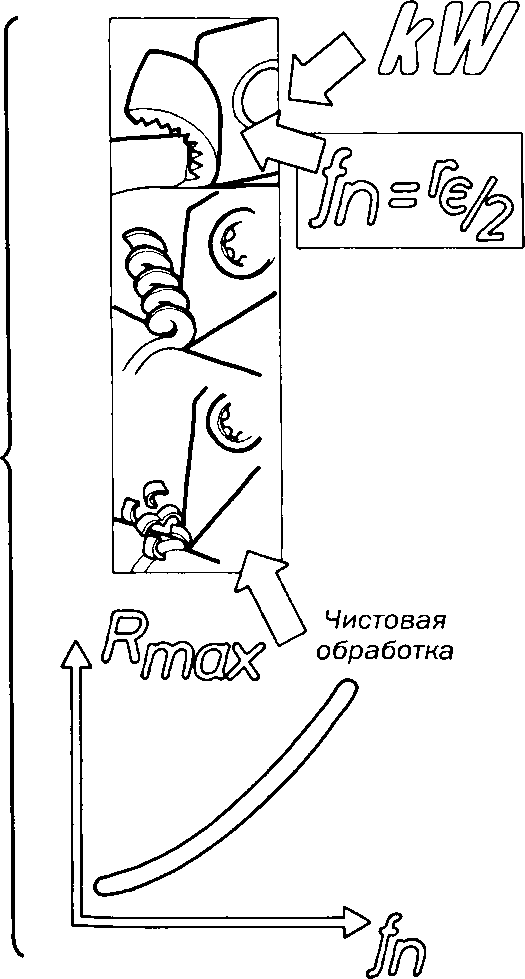
При чистовом точении чистота обработанной поверхности зависит от соотношения радиуса при вершине и подачи. Скорость резания, стойкость инструмента, стружкообразование, вибрации тоже влияют на чистоту обработки. Теоретическая максимальная высота микронеровностей рассчитывается по приближенной формуле и используется для сравнения с требованиями, предъявляемыми к шероховатости поверхности для данной операции, и для первого выбора подачи.
Например, если требуется высота микронеровностей не более 1,6 мкм, а радиус при вершине пластины 0,8 мм, то обработку следует вести с подачей 0,1 мм/об.
.png)
Область применения неперетачиваемой пластины в значительной мере определяется областью стружкодробления. В процессе точения при непрерывном стружкообразовании надежное формирование и удаление стружки чрезвычайно важны. При сверлении важнейшим фактором также является удаление стружки из обрабатываемого отверстия.
При фрезеровании процесс резания прерывистый и стружка, соответственно, разделяется на части.
Главная же проблема при фрезеровании - удаление стружки из пазов корпуса фрезы.
Основными факторами, влияющими на форму стружки, являются глубина резания и подача. Глубина резания влияет на ширину стружки а, следовательно, и на ее форму. Удовлетворительной считается стружка в виде коротких спиралей и запятых. Важную роль в процессе стружкообразования играют главный угол в плане и радиус при вершине пластины.
При разной глубине резания (ар) одна и та же режущая пластина будет образовывать и ломать стружку разными способами.
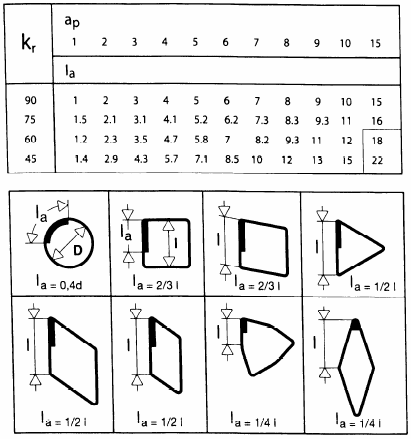
Глубина резания и эффективная длина режущей кромки
Глубина резания и главный угол в плане опеределяют эффективную длину режущей кромки (1а). При главном угле в плане 90° эффективная длина режущей кромки равна глубине резания. Если уменьшить главный угол в плане, то при той же глубине резания эффективная длина режущей кромки будет больше. Для каждой операции выбор размера пластины и, соответственно, длины режущей кромки производится, исходя из максимальной глубины резания, с учетом главного угла в плане. За редким исключением, рекомендуется, чтобы эффективная длина режущей кромки составляла половину длины режущей кромки, а обработка с большей глубиной резания возможна только в течение короткого периода времени.
Если допустимая эффективная длина режущей кромки меньше, чем требуется, исходя из глубины резания, то следует выбрать пластину большего размера или увеличить число проходов.
Величина подачи (fn) инструмента при точении равна расстоянию, на которое перемещается режущая кромка вдоль оси детали за один ее оборот. Эта величина в сочетании с глубиной резания определяет толщину и форму снимаемой стружки. При черновом точении следует выбирать наибольшую подачу, которая, однако, не должна превышать рекомендуемую величину для пластины данного размера и геометрии. Величина подачи обычно выбирается равной половине радиуса при вершине пластины.
При чистовой токарной обработке величина подачи и радиус при вершине пластины определяют величину микронеровностей обработанной поверхности, как это было уже показано выше.
Для каждой пластиы существует область удовлетворительного стружкообразования, определяемая сочетанием глубин резания и подач, ограниченная на графике замкнутой кривой. При работе на подачах вне этой области приемлимые формы стружки не обеспечиваются, т. к. здесь могут образоваться длинные или сложноломающиеся толстые стружки. Длинные неломающиеся стружки затрудняют обработку, а очень короткие застревают между задней поверхностью резца и обрабатываемой поверхностью, ускоряя износ инструмента.
Приемлемые стружки в форме запятых и спиралей образуются стружколомающей областью пластины.
Для обеспечения эффективности операции важно правильно выбрать размер пластины. Это особенно важно при черновой обработке.
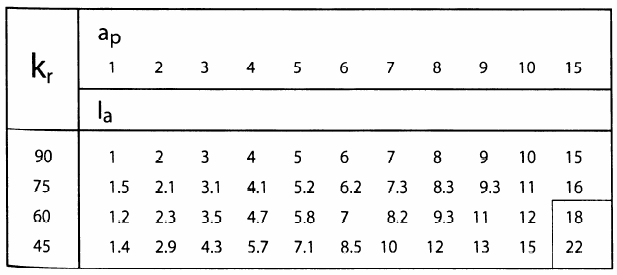
По максимальной глубине резания (ар) определяют необходимую эффективную длину режущей кромки (1а), исходя из величины главного угла в плане (kr). Это можно сделать по приведенной ниже таблице.
В зависимости от формы пластины может быть определена длина режущей кромки пластины (I) по величине эффективной длины режущей кромки соотношению между ними, приведенному в следующей таблице. Из таблицы видно, что эти соотношения различны для пластин разной формы.
Геометрия передней поверхности пластины
Геометрией передней поверхности пластины определяются углы резания, формирование и дробление стружки как при работе только радиусом, так и прямолинейным участком, а также прочность режущей кромки. Как уже отмечалось ранее, для каждой пластины существует область удовлетворительного стружкообразования.
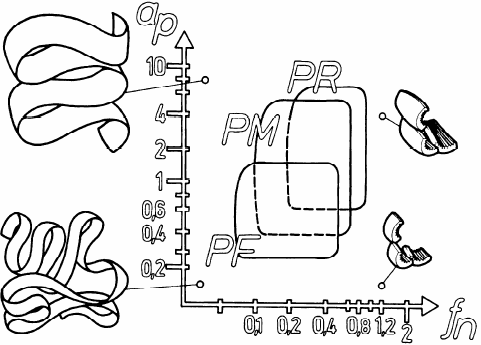
Геометрия PF для чистовых режимов обеспечивает стружколомание при небольших глубинах резания и малых значениях подач. Геометрия PR для черновой обработки обеспечивает стружколомание при значительных подачах и глубинах резания. Универсальная геометрия РМ обеспечивает удовлетворительное формирование стружки в широком диапазоне подач. Величины углов, фасок, радиусов для всех указанных геометрий различны. Для чистовых операций особенно важна форма передней поверхности непосредственно у режущей вершины, а для черновых операций в формировании стружки участвует большая часть всей поверхности пластины.
В каталогах даются рекомендации по применению пластин различной геометрии в виде диаграмм стружколомания. Следует учитывать, что при продольном точении и подрезке торцев, когда глубина резания и подача постоянны, каждый переход характеризуется одной точкой на диаграмме, а при копировальной и профильной обработке, когда глубины и подачи постоянно меняются, - это будет совокупность точек или линия. При выборе геометрии следует принимать во внимание такие особенности операции как прерывистое резание, склонность к вибрациям, а также мощность станка

Радиус при вершине и подача при черновом точении
• Наибольшей прочностью обладают пластины с большим значением радиуса при вершине.
• При возникновении вибрации следует перейти на пластину с меньшим радиусом при вершине.
Общее правило - оптимальная подача составляет приблизительно половину радиуса при вершине. Самые распространенные величины радиусов при вершине пластин для чернового точения 1,2-1,6 мм. Чем больше радиус, тем большую величину подачи можно выбрать
В таблице даны значения подач для различных радиусов при вершине пластины, которые не рекомендуется превышать. Наибольшее значение подачи следует выбирать для односторонних пластин с углом при вершине не менее 60°, при главном угле в плане меньше, чем 90° и при резании материалов с хорошей обрабатываемостью
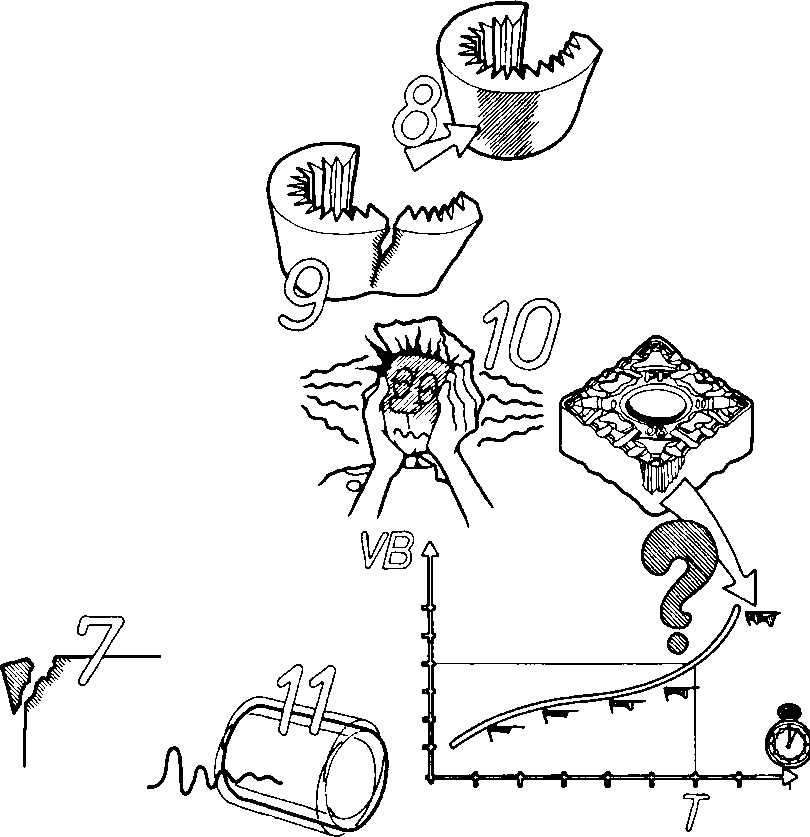
Скорость резания и стойкость инструмента
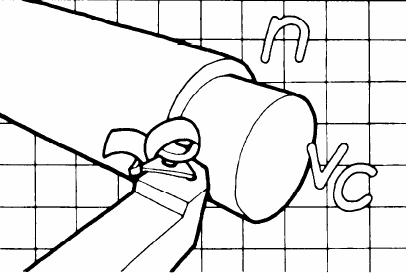
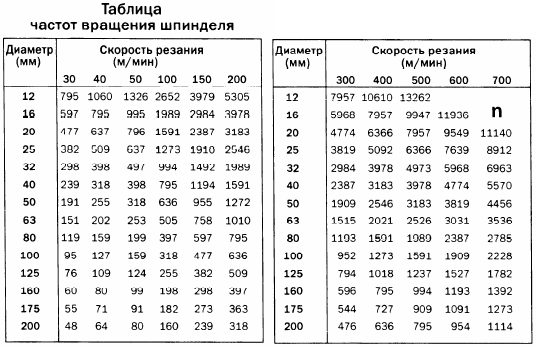
Частота вращения шпинделя и скорость резания
“Скорость” - ключевое слово в металлообработке. Оно употребляется, когда говорят об обработке деталей, переналадке оборудования, перемещении револьверной головки, холостых ходах станка, замене инструмента.
Здесь мы рассмотрим:
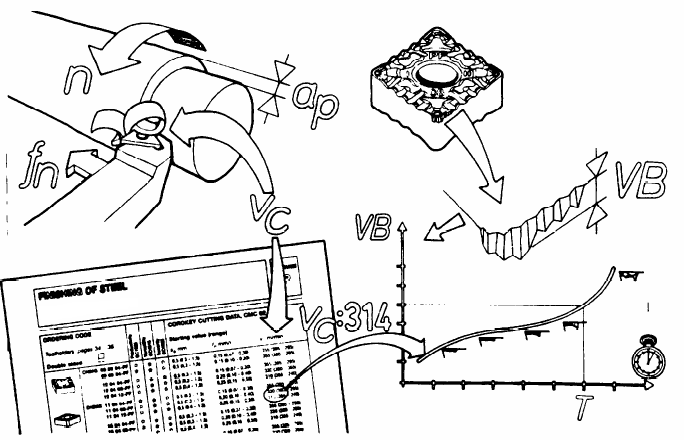
- частоту вращения шпинделя (n)
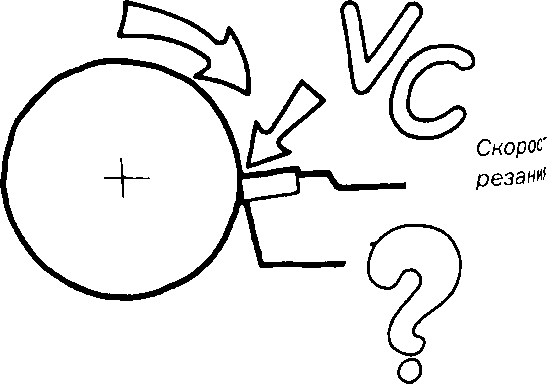
- скорость резания (vc)
Частота вращения шпинделя относится к характеристике оборудования и всегда указывается в паспорте станка в об/мин. Это скорость, с которой вращается шпиндель вместе с патроном и заготовкой. В современных станках с ЧПУ частота вращения шпинделя может изменяться во время операции.
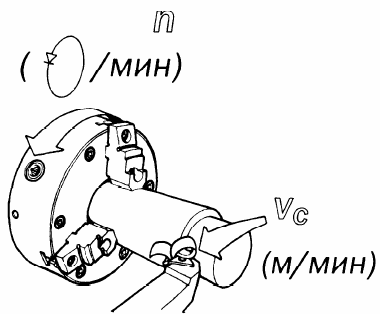
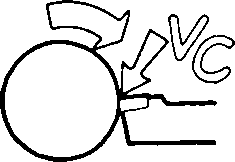
Скорость резания - это наибольшая скорость перемещения режущей кромки относительно заготовки.
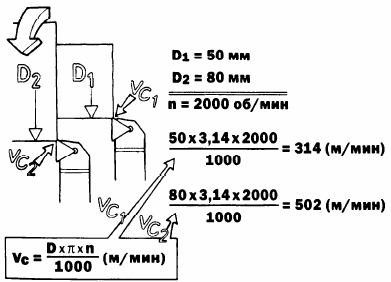
При токарной обработке скорость резания и частота вращения шпинделя прямо соотносятся через диаметр обрабатываемой поверхности (D). Формула приведена ниже.
Когда вращается инструмент, а заготовка остается неподвижной, то ситуация не меняется, единственным отличием является то, что инструмент вращается с частотой вращения шпинделя.
Изменение обрабатываемого диаметра
При точении, когда частота вращения шпинделя постоянна, скорость резания зависит от величины диаметра обрабатываемой поверхности. Чем больше диаметр обрабатываемой поверхности, тем больше скорость резания.
Например, при обработке двух диаметров 50 и 80 мм (см. рис. ниже) при частоте вращения шпинделя 2000 об/мин, скорости резания будут, соответственно, равны 314 и 502 м/мин. Чтобы скорость резания при обработке диаметра 80 мм была бы также равна 314 м/мин, частоту вращения шпинделя следует уменьшить до 1250 об/мин.
На современных станках с ЧПУ при подрезке торцевой поверхности, когда диаметр обработки с каждым оборотом шпинделя уменьшается, для того, чтобы сохранить постоянную скорость резания предусмотрена возможность соответственного изменения частоты вращения шпинделя.
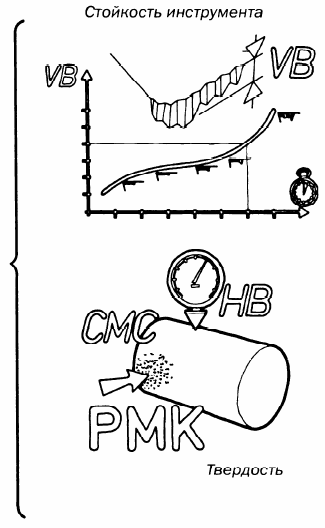
Скорость резания - один из основных параметров режима резания. В каталогах даются рекомендации по скорости резания в зависимости от глубины резания и подачи для различных групп обрабатываемых материалов. Приводятся значения для первого выбора и диапазон значений для каждой геометрии пластины и марки твердого сплава, исходя из стойкости режущей кромки, равной 15 мин
Под стойкостью (Т) режущего инструмента понимается время его работы до достижения определенной величины износа (VB). Чаще всего инструментом можно работать и дальше, но при постоянном наблюдении за его состоянием, поскольку возможны непредвиденные сколы, разрушение или ухудшение чистоты обработки.
Оптимальная скорость резания в современном производстве всегда предполагает компромисс между наибольшей производительностью и надежностью, а также между производительностью и стойкостью инструмента.
Увеличение производительности (скорости резания) приводит к снижению стойкости и увеличению расходов на инструмент. Снижение скорости резания увеличивает стойкость и уменьшает затраты на инструмент. Так уменьшение скорости с 314 до 220 м/мин ведет к увеличению стойкости до 60 минут.
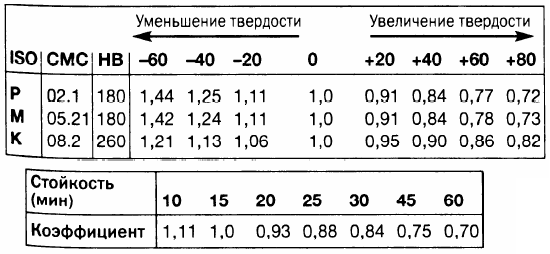
Коэффициенты, корректирующие скорость резания в зависимости от необходимой стойкости, даны в таблице ниже. Для увеличения стойкости с 15 до 25 мин, коэффициент уменьшения скорости резания по таблице равен 0,88.
Твердость обрабатываемого материала является одним из основных факторов, влияющих на стойкость инструмента. В большинстве случаев, при увеличении твердости стойкость уменьшается и наоборот, при снижении твердости - увеличивается. Твердость НВ180, как и стойкость 15 мин, принята как базовая. Для того, чтобы при изменении твердости обрабатываемого материала сохранить стойкость инструмента в 15 мин, необходимо скорректировать рекомендуемое табличное значение скорости резания (vc) в соответствии с коэффициентом коррекции (см. таблицу ниже).
Например, если твердость обрабатываемого материала (сталь) НВ240, то этот коэффициент равен 0,77. Скорость резания определяется путем умножения ее табличного значения на этот коэффициент.
Материал режущего инструмента
Для различных марок твердых сплавов рекомендуются разные параметры режима резания, причем больше всего на стойкость инструмента влияет скорость резания.
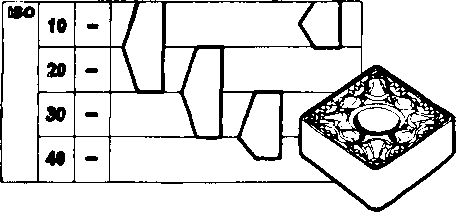
Для сравнения различных марок твердых сплавов используется система ISO, которая дает возможность сравнить как инструментальные материалы, так и области их применения. Для обрабатываемых материалов группы Р область применения твердых сплавов начинается с самой легкой чистовой расточки (зона 01) и кончается тяжелыми черновыми операциями (зона 40)
Зона 25 предполагает наиболее распространенные операции общего назначения со средними режимами резания. Соответственно, требования к инструментальному материалу для этих зон различны: для работы в зоне 01 требуется инструментальный материал с высокой износостойкостью на высоких скоростях резания, а для работы в зоне 40 - материал с высокой прочностью при значительных нагрузках на режущую кромку.
Три области применения по ISO (IS015, IS025, IS035) для всех трех групп обрабатываемых материалов практически охватывают все возможные случаи применения твердых сплавов.
Твердые сплавы для области применения IS015 работают на высоких скоростях резания, основное требование к ним - высокая износостойкость
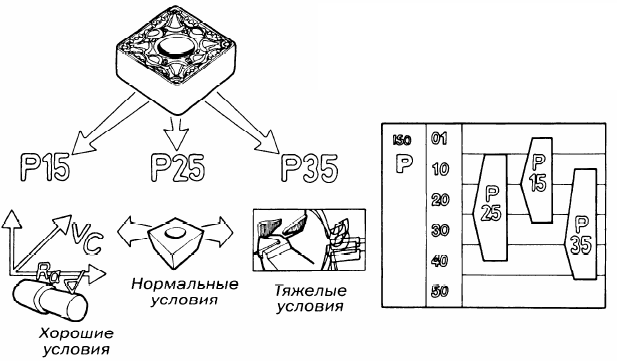
Твердые сплавы для области IS025 должны обладать в равной мере как износостойкостью, так и прочностью.
Для области IS035 самым важным свойством твердых сплавов является прочность, обеспечивающая надежную работу при больших съемах обрабатываемого материала.
Марка твердого сплава в сочетании с соответствующей подобранной геометрией передней поверхности позволяет оптимизировать обработку при различных требованиях, предъявляемых к операции. Марка твердого сплава обеспечивает стойкость инструмента, а геометрия - удовлетворительное формирование стружки при различных сочетаниях глубин резания и подач.
Основные факторы, которые необходимо учитывать при выборе скорости резания для различных типов операций с учетом геометрии пластины и марки твердого сплава:
•тип и твердость обрабатываемого материала
• желаемый характер стружки на протяжении всего пути резания
• глубина резания и подача
• жесткость технологической системы СПИД (станок-приспособление-инструмент-деталь).
В каталогах все условия обработки разделены на три вида:
Хорошие - высокие скорости, непрерывное резание, предварительно обработанные заготовки, высокая жесткость системы СПИД, высокая износостойкость твердого сплава.
Нормальные - умеренные скорости, контурное точение, поковки и отливки, достаточно жесткая система СПИД, хорошая прочность и достаточно высокая износостойкость твердого сплава.
Тяжелые - невысокие скорости, прерывистое резание, толстая корка на литье или поковках, нежесткая система СПИД, высокая прочность твердого сплава
.png)
Стойкость режущего инструмента определяется износом режущей кромки.
Стойкость - это время достижения допустимой величины износа режущего инструмента (пластины)
Работоспособность пластины оценивается количеством деталей, обработанных за время стойкости. Время стойкости при современных условиях обработки стали составляет 15-20 минут. При обработке некоторых других материалов, например, труднообрабатываемых нержавеющих сталей, стойкость может быть и ниже.
При обработке резанием особенно важно добиться оптимального сочетания производительности обработки и стойкости инструмента. Недостаточная стойкость инструмента вызывает увеличенные простои оборудования при замене инструмента, что приводит к снижению производительности. Если выбран слишком щадящий режим резания, то стойкость инструмента возрастет, но время обработки детали увеличится, а это означает снижение эффективности использования оборудования и общей производительности. Для обеспечения эффективности обработки необходимо правильно выбрать инструмент и параметры режима резания.
Что является причиной изнашивания режущего инструмента? При резании металл постоянно контактирует с передней и задней поверхностями режущего лезвия при высоком давлении и температуре. В результате в зоне резания формируются идеальные условия для разрушения поверхностей режущего лезвия за счет самых разных по физической природе процессов взаимодействия материала заготовки с материалом пластины. Марка твердого сплава пластины и параметры режима резания должны быть подобраны таким образом, чтобы эти процессы протекали как можно менее интенсивно. Это - принципиальный момент для успешного применения инструмента.
Механизмы изнашивания инструмента
Существует 5 основных механизмов изнашивания инструмента:
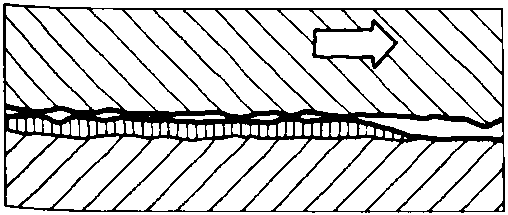
• Абразивное изнашивание - это наиболее распространенный механизм изнашивания для большинства операций обработки металлов резанием. Такой механизм имеет место при трении двух поверхностей друг о друга. Твердые частицы - карбиды, содержащиеся в большинстве обрабатываемых материалов, действуют на материал инструмента как при шлифовании абразивным кругом. Чем выше твердость режущего материала, тем выше его сопротивление абразивному изнашиванию.
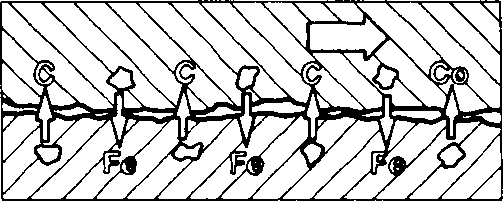
• Диффузионное изнашивание – это химический процесс взаимодействия между режущим и обрабатываемым материалами в зоне резания при высокой температуре и давлении. Интенсивность диффузионного изнашивания определяется химическими свойствами взаимодействующих материалов, при этом твердость практически значения не имеет. Способность материала инструмента оставаться при высоких температурах химически инертным к материалу заготовки будет определять интенсивность процесса изнашивания в зоне контакта стружки с передней поверхностью инструмента, обычно приводящих к образованию лунки.
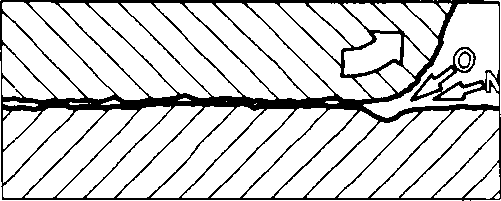
· Окислительное (химическое) изнашивание также является результатом воздействия высоких температур и давления, но, в отличие от диффузионного процесса, этот процесс нуждается в доступе воздуха. Обычно он происходит там, где режущая кромка только начинает контактировать с внешней частью снимаемого припуска, а в эту зону воздух, как правило, имеет свободный доступ. Как и при диффузионном изнашивании, существуют материалы, склонные к этому виду разрушения в большей или меньшей степени. Окислительное изнашивание обычно приводит к образованию глубокой выемки на той части режущей кромки, которая контактирует с внешней частью снимаемого материала заготовки.
· Усталостное изнашивание наблюдается, если режущий материал не выдерживает колебаний температуры совместно с изменениями нагрузки, что приводит к образованию трещин и разрушению режущей кромки. Некоторые инструментальные материалы более подвержены такому изнашиванию, чем другие. Неправильное применение охлаждения, особенно во время фрезерования, когда режущая кромка то нагревается, находясь в зоне резания, то охлаждается вне ее, приводит к повышеннию усталостного изнашивания.

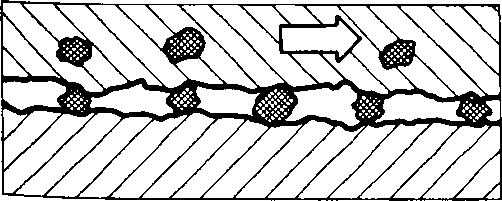
· Адгезионное изнашивание обычно имеет место при относительно низких температурах. Чаще всего его причиной становится слишком низкая скорость резания. При этом, недостаточно разогретый материал заготовки, вместо того, чтобы скользить по поверхности инструмента, как это происходит при высоких температурах, прилипает и приваривается к режущей кромке. Образуется нарост на режущей кромке, изменяющий ее геометрию. Он создает дополнительное трение и ухудшает процесс резания. Такое изнашивание часто наблюдается на инструменте, используемом на устаревшем оборудовании с недостаточной частотой вращения шпинделя. Нарост увеличивается до тех пор, пока не начинает срываться проходящей стружкой вместе с частью приваренного материала передней поверхности пластины или даже с частью режущей кромки. Некоторые режущие инструменты очень подвержены такому типу изнашивания. Например, при обработке низкоуглеродистых сталей, нержавеющих сталей и алюминия. При увеличении скорости резания этот тип изнашивания часто уменьшается или полностью исчезает
Изнашивание и скорость резания
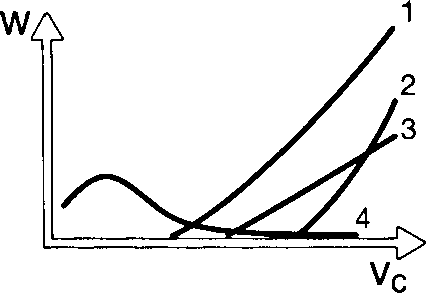
Механизмы изнашивания тесно связаны со скоростью резания, но разные виды изнашивания зависят от нее по-разному
На диаграмме показаны различные тенденции развития изнашивания пластин из твердого сплава.
W - величина износа Vc - скорость резания
1-абразивное изнашивание
2 - диффузионное изнашивание
3-окислительное изнашивание
4-адгезионное изнашивание
Оптимизация соотношения стойкости и производительности
Износ инструмента - это разрушение режущего лезвия в результате действия различных механизмов изнашивания. Износ твердосплавной пластины можно увидеть достаточно четко при определенном увеличении. Наблюдая за износом в процессе обработки и зная механизмы изнашивания, можно оптимизировать процесс за счет выбора необходимой геометрии передней поверхности пластины, марки твердого сплава и параметров режима резания. Обычно это делается на основе накопленного опыта по наблюдениям за ходом изнашивания, изучение изношенных пластин и знания каким из механизмов изнашивания наблюдаемый износ вызывается.
Таким путем можно добиться благоприятного течения изнашивания и оптимизировать процесс точения, фрезерования и сверления.
Оптимизация обработки заключается в нахождении рационального соотношения между производительностью и стойкостью инструмента. Уменьшение величины износа любого вида инструмента до минимума и значительное повышение стойкости будут бесполезны, если не учитывать производительность, которая является основным показателем современного технологического процесса.
Правильный выбор современного режущего инструмента, надежные исходные данные по режимам обработки, дополненные собственным опытом, хорошее качество материала заготовки, квалифицированная помощь поставщиков инструмента - необходимые составляющие для оптимизации износа инструмента и рационального использования времени и ресурсов.
Ниже приводятся основные проявления износа инструмента:
Износ по задней поверхности. Это наиболее распространенный вид износа и, как показывает название, его величина (VB) измеряется по задней поверхности режущего лезвия. Основная причина такого вида износа - это абразивный механизм процесса изнашивания. Умеренный износ по задней поверхности характеризует оптимальный процесс обработки. При чистовой обработке при увеличении износа по задней поверхности ухудшается шероховатость обработанной поверхности, возрастает трение, количество выделяемого тепла, поскольку уменьшается задний угол. При черновой обработке увеличенный износ по задней поверхности, приводя к изменению геометрии, может вызвать вибрации, повышенное потребление мощности и повышает вероятность поломки режущей кромки
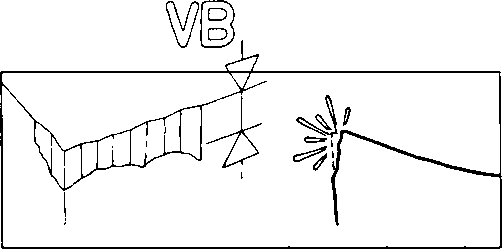
При повышенном износе по задней поверхности следует убедиться, что скорость резания соответствует рекомендациям для применяемой марки твердого сплава и типа операции. Чрезмерное увеличение износа по задней поверхности может вызываться и повышенной твердостью обрабатываемого материала, тогда следует выбрать более износостойкую марку твердого сплава
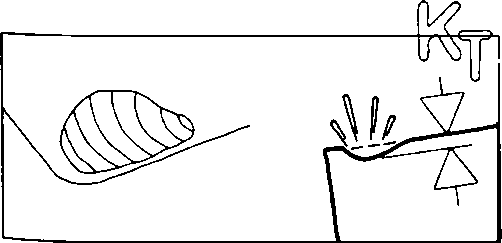
Лункообразование. Природа его возникновения аналогична износу по задней поверхности. Он образуется на передней поверхности в зоне контакта со сходящей стружкой. Механизмами изнашивания, приводящими к образованию лунки (Кт) на передней поверхности, являются, как правило, абразивный и диффузионный. Стружка, скользящая по передней поверхности при высокой температуре и давлении, захватывает и уносит частицы материала режущего инструмента. Лункообразование в умеренных пределах считается нормальным для точения. Интенсивное лункообразование может привести к значительному изменению геометрии, ослаблению режущей кромки и опасности ее поломки.
Причиной ускоренного образования лунки может быть, во-первых, слишком высокая скорость резания, и в этом случае необходима более износостойкая марка твердого сплава. Во-вторых, возможно, что подача слишком велика, что в сочетании с высокой скоростью резания и чрезмерным выделением тепла приводит к катастрофическому лункообразованию. Для устранения этого возможно использование геометрии пластины с большими передними углами.
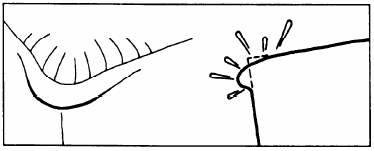
Пластическая деформация. В ряде случаев высокая температура и давление могут привести к пластической деформации материала инструмента, когда вершина опускается и материал режущей части деформируется либо в направлении обработки, либо в направлении задней поверхности. Это приводит к увеличению трения и, соответственно, увеличению выделяемого тепла, изменяется геометрия режущей кромки, нарушается процесс формирования стружки, что создает критическую ситуацию для процесса резания. При чистовой обработке пластическая деформация приводит к ухудшению шероховатости обрабатываемой поверхности и вызывается недостаточной красностойкостью материала инструмента.
Чтобы избежать пластической деформации, следует выбирать более прочную и износостойкую марку твердого сплава, снижать скорость резания и подачу.
Наростообразование. Низкие скорости резания и относительно низкая температура в зоне резания приводят к налипанию и даже привариванию частиц обрабатываемого материала к режущему лезвию. Нарост изменяет геометрию режущего лезвия, уменьшая передний или задний угол пластины. Низкие температуры в зоне резания в сочетании со значительными нагрузками вызывают у ряда материалов склонность к наростообразованию, что плохо сказывается на процессе резания. Для того, чтобы уменьшить наростообразования у некоторых особо вязких обрабатываемых материалов, приходится применять целый ряд мер, поскольку при отрыве небольших частей нароста откалываются и частицы режущего материала, что приводит к выкрашиванию режущей кромки.
Большинство современных технологических процессов идет на скоростях резания выше тех, на которых образуется нарост. При образовании нароста следует увеличить скорость резания, применить пластины с положительными передними углами, которые предподчтительнее пластин с отрицательными передними углами с точки зрения наростообразования, изменить марку твердого сплава для обеспечения меньшего коэффициента трения и химического взаимодействия с обрабатываемым материалом, что особенно важно для чистовых операций.
Термические трещины. Этот тип износа связан с тепловой усталостью материала инструмента и наступает при резких колебаниях температуры. Особенно часто износ такого типа наблюдается при фрезеровании. Трещины возникают обычно перпендикулярные, но иногда и параллельные режущей кромке. Они могут привести к выкрашиванию инструментального материала между ними, а затем к разрушению режущей кромки. При точении термические трещины возникают при больших колебаниях толщины снимаемой стружки.
Неправильное, недостаточное охлаждение или просто его применение может вызвать образование термических трещин. Фрезерование лучше производить без охлаждения. Во многих случаях не рекомендуется пользоваться охлаждением и при точении, поскольку при использовании современных пластин оно не повлияет на производительность. С другой стороны, при сверлении или растачивании охлаждение необходимо для удаления стружки из обрабатываемого отверстия. Для борьбы с термическими трещинами рекомендуется применять более прочную марку твердого сплава, расположенную ниже по области применения согласно классификации ISO.
Выкрашивания. Когда происходят даже незначительные выкрашивания, повреждается вся режущая кромка, т. к. вместо постепенного изнашивания начинается процесс последовательного ее разрушения. Обычно это объясняется усталостью, когда прочность режущей кромки недостаточна для условий данной операции. К тому же эффекту часто приводит и прерывистое резание, когда прилагаемая к режущей кромке нагрузка постоянно изменяется. Для устранения выкрашиваний следует изменить геометрию и марку твердого сплава пластины для повышения прочности режущей кромки.
В ряде случаев на чистовых операциях причиной выкрашиваний становятся высокая прочность или твердые включения в обрабатываемом материале. Чтобы избежать выкрашиваний в этом случае возможно использовать износостойкую марку сплава для чистовой обработки, которая, наряду с черновой геометрией, обеспечивает упрочненную режущую кромку. Иногда применение более прочного сплава устраняет выкрашивания.
Еще один способ - повысить скорость резания. Можно также изменить метод врезания или увеличить число проходов. Кроме всего, положительный эффект можно получить и от увеличения жесткости системы, что полезно во всех случаях.
Поломка пластины. Это экстремальное явление, которого ни в коем случае допускать не следует. Оно происходит, когда абсолютно неправильно выбраны и инструмент, и режимы обработки. Поломка режущей пластины может привести к тому, что могут быть сломаны опорная пластина, корпус, обрабатываемая деталь и даже станок. Поломка пластины может произойти в результате превышения допустимого значения одного из видов износа или была неправильно выбрана стойкость.
После произошедшей поломки необходимо детально проанализировать выполнение операции. Нужно проверить правильность назначения параметров режима резания и выбора инструмента - подобраны ли они исходя из условий выполняемой операции. Иногда на черновых операциях для решения проблемы следует применить одностороннюю пластину вместо двусторонней. Как уже отмечалось, всегда следует проверить жесткость системы «станок-приспособление-инструмент – деталь».
Каковы признаки того, что режущая кромка изнашивается тем или иным способом? Регулярные осмотры с помощью увеличительного стекла - важный способ изучения развития и вида износа, дающие основание для изменения одного или нескольких параметров операции.
1. Износ по задней поверхности следует измерять через определенные промежутки времени, в которые пластина реально участвовала в процессе резания, пока износ не достигнет допустимой величины.
2. Другим показателем износа инструмента является увеличение потребляемой мощности. Поэтому надо внимательно следить за показаниями прибора, измеряющего мощность.
3. 4. На чистовых операциях лимитирующими факторами являются шероховатость и точность обработанной поверхности. Выход размеров за поле допуска или ухудшение чистоты обработки свидетельствуют об износе режущего инструмента.
5. Образование заусенцев, особенно при обработке нержавеющей стали, говорит о затуплении режущей кромки. Чрезмерный износ по задней поверхности, нарост, пластическая деформация могут привести к затуплению режущей кромки и, соответственно, образованию заусенцев при обработке.
6. Усиление нагрева говорит об износе инструмента, в результате которого трение возрастает и выделяется большее количество тепла.
7. Выкрашивания и поломки инструмента могут быть замечены и без лупы. Они говорят о серьезных проблемах при резании, требуют анализа всех технологических параметров операции и, в первую очередь, жесткости. Вибрации могут послужить причиной плохого качества обработки, а также поломки пластины. Возникновение вибраций может быть вызвано целым рядом причин, поэтому устранить их бывает довольно сложно.
8. 9Цвета побежалости, неудовлетворительное формирование стружки являются следствием чрезмерного износа, в результате чего нарушается процесс распределения тепла между деталью, инструментом и стружкой, а также процесс стружкодробления.
· 10 Повышенный уровень шума служит верным признаком того, что есть какие-то нарушения в процессе обработки. Часто причиной шума являются вибрации, вызванные износом инструмента. Опытный оператор по звуку может определить, как идет процесс резания и не затупился ли инструмент
· 11 Следы вибраций на обработанной поверхности, наряду с ухудшением чистоты обработки, свидетельствуют об износе инструмента
· 12 Стойкость инструмента определяется периодом, в течение которого инструмент способен выполнять свои функции с достаточной надежностью при обработке деталей, удовлетворяющих предъявляемым требованиям. Вопрос предварительной оценки гарантированной стойкости инструмента особенно важен при обработке на станках с ЧПХтак как плановая замена инструмента в соответствии с гарантированной стойкостью позволит уменьшить вмешательство оператора в процесс обработки или даже запрограммировать прекращение обработки при достижении предельного износа
Чрезмерный износ инструмента
При чрезмерном износе возможна поломка режущей пластины, опорной пластины, корпуса, обрабатываемой детали и даже элемента станка. Однако, самым неприятным последствием катастрофического износа являются частые непредвиденные простои оборудования для замены инструмента в случае его поломки, а в результате - снижение производительности.
Правильно выбранный и применяемый инструмент позволяет достичь высокой производительности, использовать все потенциальные ресурсы и сделать любую операцию экономически эффективной. Высокая производительность гарантируется с высокой степенью надежности.
Выбор инструмента для токарной обработки
Факторы, определяющие выбор инструмента
Определяющими факторами при выборе инструмента и оптимизации операций точения являются: конструкция детали и материал заготовки, вид обработки, тип операции, жесткость системы “станок-приспособление-инструмент-деталь” и мощность оборудования.
Более подробно эти факторы рассмотрены ниже:
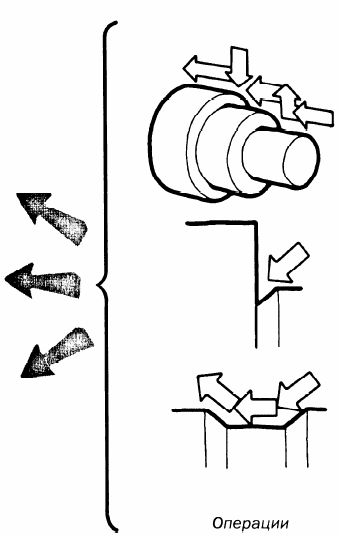
1 Форма детали и требования по точности и чистоте обработки определяют траекторию движения инструмента и последовательность переходов при выполнении различных операций. Точность и требуемая шероховатость обработанной поверхности влияют на выбор геометрии режущей пластины, величины подачи и скорости резания.
2 Тип выполняемой операции: черновое, получистовое или чистовое точение, нарезание резьбы, обработка канавок, отрезка и т.п. Тип выполняемой операции влияет на выбор режущей пластины, резца, параметров режима резания, обеспечивающих требования, предъявляемые к обработке.
3 Наружная обработка и расточка отверствий - операции, которые выполняются различными пластинами и резцами. Револьверные головки токарного станка имеют ограниченное количество позиций для размещения инструмента и при большом числе выполняемых переходов возникает необходимость в подборе такого инструмента, который был бы способен выполнять более чем один переход.
4 Жесткость системы и условия обработки - основные факторы, определяющие производительность операции и выбор инструмента. При прерывистом резании повышенные требования предъявляются к геометрии пластины, марки твердого сплава и закреплению режущей пластины на корпусе державки. Если наблюдается склонность к вибрациям, то большое внимание следует уделять размеру и вылету инструмента, а также жесткости закрепления как инструмента, так и заготовки.
5 Станки в значительной степени отличаются по конструкции, размерам, мощности и технологическим возможностям. Многие токарные станки имеют небольшую мощность и могут производить только определенные виды обработки, используя определенный тип инструмента. Необходимо знать способ закрепления инструмента, посадочные размеры и количество позиций револьверной головки.
6 Материал заготовки: углеродистая и легированная сталь (Р), нержавеющая сталь (М) и чугун (К) представляют основные группы обрабатываемых материалов по ISO. При обработке они образуют, соответственно, сливную стружку, стружку скалывания или элементную стружку, что является важным фактором, который надо учитывать для правильного выбора инструмента.
7 Экономическая эффективность и производительность - важнейшие факторы при выборе инструмента. Доля расходов на инструмент в общей себестоимости обработки составляет всего несколько процентов, однако влияние инструмента на производительность, надежность, простои оборудования, качество обработки значительно больше и от выбора инструмента, в основном, зависят эти показатели. На них влияют также размер партии и повторяемость обработки изделий.
8 Номенклатура инструмента, которая уже применяется в производстве влияет на выбор нового инструмента, т.к. обычно ее стараются не увеличивать. Широкая номенклатура стандартного инструмента и возможность изготовления специальных конструкций в значительной степени влияют на уровень оптимизации операции. Унификация инструмента влияет на эффективность капиталовложений.
Выбор инструмента должен проходить в следующей последовательности:
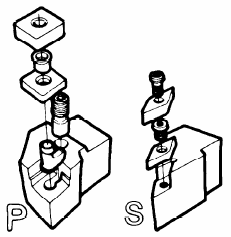
1 Крепление режущей пластины на корпусе державки может осуществляться рычагом за отверстие - система крепления Р или винтом, входящим в отверстие пластины - система крепления S.
2 Тип и размер державки выбирается с учетом системы крепления пластины и в соответствии с планируемой операцией.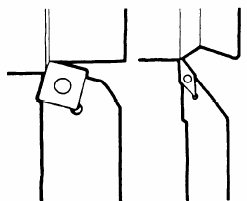
3 Форма пластины выбирается в соответствии с типом державки и траекторией перемещения инструмента при выполнении операции.
4 Геометрия пластины выбирается в соответствии с типом операции и планируемыми параметрами режима обработки.
5 Марка сплава пластины выбирается в соответствии с материалом заготовки и условиями обработки.
6 Размер пластины - длина режущей кромки должна соответствовать глубине резания и обеспечивать достаточную надежность работы.
7 Радиус при вершине пластины -обеспечение прочности режущей кромки при черновой обработке и чистоты поверхности при чистовой обработке.
8 Параметры режима резания определение скоростей, подач и глубин резания для оптимизации каждого отдельного прохода
Возможность изменения порядка выбора
Некоторые пункты приведенной последовательности выбора инструмента могут быть изменены в соответствии с конкретной ситуацией. Очень часто заранее уже известны размер и способ крепления режущей пластины. Но важно иметь в виду общую последовательность выбора для того, чтобы представлять процесс в целом.
Выбор инструмента - поэтапное описание
1 Способ крепления пластины. Системы крепления пластин на державках были созданы для обеспечения надежности работы и стабильности положения вершины режущего лезвия при выполнении различных токарных операций. Наиболее распространенный способ крепления пластин без задних углов - рычагом, который перемещается при помощи винта, - система Р. Рычаг поджимает режущую пластину к базовым поверхностям гнезда при закреплении и выдвигает ее из гнезда при раскреплении. Существуют различные модификации этого способа - в том числе, крепление клином.
Другой широко применяемый способ - крепление винтом через отверстие пластин с задними углами - система S. Этот способ применяется для державок небольших размеров для наружного точения при выполнении ненагруженных операцией и для расточных оправок и борштанг.
Выбор системы крепления зависит от того, используются ли пластины с задними углами или без задних углов, от типа операции, от размеров державки и заготовки, от параметров режима резания для чернового, получиствого или чистового точения.

2 и 3 Типоразмер державки и форма пластины.
Выбор державки и пластины зависит, главным образом, от профиля обрабатываемой поверхности, типа технологического оборудования (станок с ЧПУ или без), и определяется главным и вспомогательным углами в плане. В зависимости от выбранной ранее системы крепления, принимая во внимание возможные направления подачи инструмента, можно сделать выбор необходимого типа державки и формы пластины.
Для обеспечения жесткости следует выбирать державку наибольшего из возможных сечения и пластину с наибольшим углом при вершине для обеспечения наибольшей надежности.
В первую очередь следует попытаться использовать уже имеющийся на складе инструмент, а при выборе нового стараться не увеличивать номенклатуру.
4 и 5 Геометрия пластины и марка твердого сплава.
Геметрия передней поверхности пластин и марки твердых сплавов создавались для эффективного выполнения различных операций. Согласно каталогу выбор пластины зависит от группы обрабатываемого материала (Р, М и К), типа операции (чистовая, получистовая и черновая) и условий обработки (хорошие, нормальные и тяжелые).
.png)
.png)
6 Размер пластины
Размер пластины зависит от размера посадочного гнезда державки. Если размер инструмента, главный угол в плане и форма пластины заданы, то фактически размер пластины уже определен. Но если выбор размера пластины поставлен на первое место и определяет выбор державки, то сначала определяется максимальная глубина резания, а затем по величине главного угла в плане - необходимая эффективная длина режущей кромки. После чего, с учетом коэффициента, определяемого главным углом в плане (см. таблицу), выбирают размер пластины
При черновой обработке, когда резание прерывистое и наблюдается тенденция к вибрациям, следует обращать внимание на условия входа и выхода инструмента из заготовки, чтобы избежать нежелательных ударов по режущей кромке и дополнительного давления на заготовку при выходе, приводящего к выкрашиваниям режущей кромки. При обработке торцев требования к режущей кромке значительно увеличиваются, поскольку глубина резания одномоментно существенно возрастает. В этом случае надо выбирать пластину большего размера, менять направление и уменьшать подачу, чтобы избежать значительных увеличений усилий резания.
.png)

7 Радиус при вершине пластины
Величина радиуса при вершине пластины очень важна при черновой обработке с точки зрения прочности режущей кромки, а при чистовой обработке - с точки зрения получения требуемой шероховатости поверхности. В обоих случаях радиус при вершине тесно связан с величиной подачи, поэтому выбирать его надо, учитывая подачу.
Большой радиус при вершине делает режущую кромку более прочной, но при этом требуется большая мощность станка и возрастает опасность вибраций. Обрабатываемый материал и условия обработки также влияют на выбор радиуса при вершине пластины. При растачивании меньший радиус при вершине уменьшает вибрации и позволяет работать с большими вылетами инструмента.
При черновой обработке следует выбирать пластину с максимально возможным радиусом при вершине. Чем больше радиус при вершине, тем выше прочность и стойкость пластины, что позволяет вести обработку с большими величинами подач. И все же, в большинстве случаев, величина подачи не должна превышать половины значения радиуса при вершине.
При чистовом точении чистота обработанной поверхности зависит от соотношения радиуса при вершине и подачи
8 Параметры режима резания
В заключение, необходимо выбрать или рассчитать параметры режима резания для подобранного инструмента. В каталогах представлены начальные значения и рекомендуемые диапазоны параметров режима резания для всех групп обрабатываемых материалов. Чтобы определить параметры режима резания, нужно учитывать несколько основных условий. На стойкость инструмента практически не влияет глубина резания, только частично - величина подачи, в то время, как скорость резания влияет на стойкость в значительной степени.
Соотношение параметров режима резания в значительной степени зависит от типа выполняемой операции. Для черновых операций мощность, жесткость системы станок-приспособление- инструмент-заготовка и условия обработки являются основными факторами, влияющими на выбор параметров режима резания.
Для чистовых операций критериями выбора являются точность, шероховатость обработанной поверхности и стружкообразование, которые зависят от сочетания подачи, радиуса при вершине пластины и скорости резания. Скорость резания является основным фактором, определяющим производительность при чистовой обработке.
При назначении параметров режима резания должны учитываться следующие факторы:
• стойкость инструмента
• обрабатываемый материал
• геометрия пластины и марка твердого сплава
• возможности оборудования, т.е. мощность, жесткость, частота вращения шпинделя
• выделение тепла и склонность к наростообразованию
• условия обработки: прерывистое резание и вибрации
• стружкообразование и чистота обработки
Производительность ограничивается
· при черновой обработке - потребляемой мощностью
· при чистовой обработке - качеством обрабатываемой поверхности
Оптимальная производительность обеспечивается работой на больших глубинах резания и подачах при умеренных скоростях резания. При работе на станках небольшой мощности следует уменьшить скорость резания в соответствии с возможностями станка.
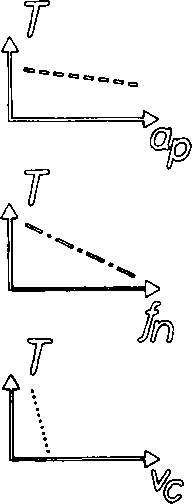
На диаграммах показано влияние глубины резания, подачи и скорости резания на стойкость инструмента (Т)
Система обозначения токарного инструмента
Международная Организация по Стандартизации (ISO) установила основные правила обозначения инструмента для точения, также как и для других областей металлообработки. Если основные характеристики инструмента будут обозначаться одинаково всеми поставщиками инструмента, то потребитель сможет легко ориентироваться при выборе продукции.
На упаковку, в которой поставляется инструмент, а часто и на сам инструмент, наносится обозначение, состоящее из нескольких латинских букв и цифр, которые располагаются в определнном порядке и содержат необходимую для потребителя информацию. Обозначение инструмента содержит данные, по которым можно получить представление о самом инструменте и его применении.
Одно и то же обозначение маркируется на инструменте и используется при его заказе. Знание системы обозначения инструмента по ISO просто необходимо для правильного выбора и заказа инструмента
В обозначении режущих пластин и державок резцов существуют некоторые различия. Ниже приведены два примера обозначения: широко распространенной державки с механическим креплением и соответствующей ей режущей твердосплавной пластины для токарной обработки.
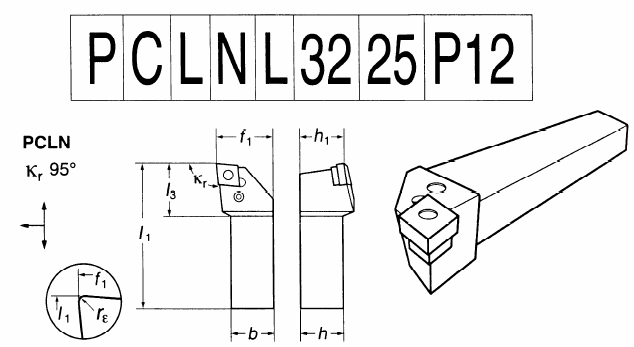
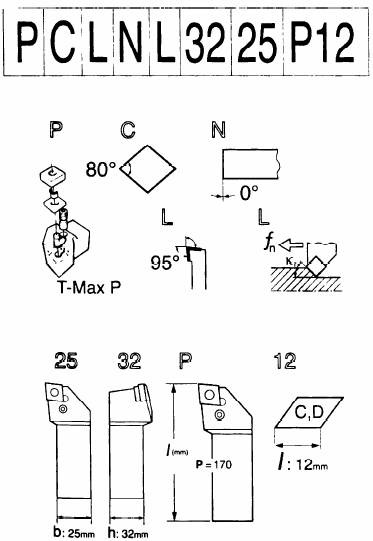
Обозначение державки - PCLNL 3225Р12.
Что это обозначение сообщает нам об инструменте?
На чертеже показана конструкция державки и обозначены основные размеры. В таблице приведены обозначения и размеры всех державок данного типа и показана величина главного угла в плане.
Обозначение державки
1. Первая буква обозначения определяет способ закрепления режущей пластины на корпусе державки. Существуют: прижим сверху (С), прижим сверху и поджим за отверстие (М), прижим рычагом за отверстие (Р), крепление винтом (S). Буква Р означает, что пластина закрепляется рычагом за отверстие. Если державка является частью модульной инструментальной системы, то перед буквой Р через тире ставится код, обозначающий типоразмер этой системы.
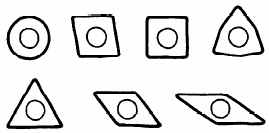
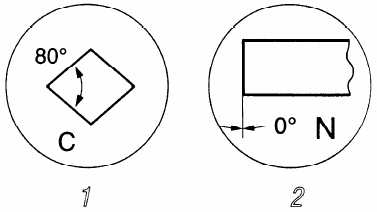
2 и 3. Вторая буква обозначает форму пластины. Существует 8 различных форм. Буква С в данном случае говорит о том, что используется ромбическая пластина с углом при вершине 80°. Минимальный угол при вершине неперетачиваемых пластин может быть 35°, что необходимо при профильной обработке, максимальный угол у круглых пластин. Ромбическая пластина с углом 80° широко универсальная, достаточно прочная и часто применяемая форма, которая может работать в двух направлениях.
Третья буква кода L означает, что главный угол в плане у державки 95°. Существуе 18 различных типов державок с главным углом в плане от 45 до 117 градусов. Возможные направления рабочей подачи обычно указываются.
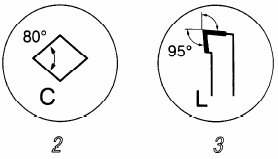
4 и 5. Четвертая буква определяет величину заднего угла пластины. Если четвертая буква N, то это значит, что пластина без задних углов и для создания заднего угла ее необходимо наклонить в корпусе державки (на угол около 6°). Все пластины, закрепляемые рычагом за отверстии (система крепления Р), не имеют задних углов
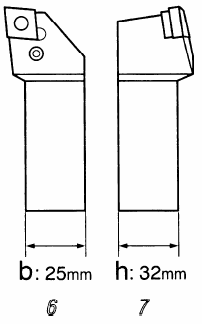
Существуют правые (R), левые (L) и нейтральные (N) державки, что определяется направлением рабочей подачи. Нейтральные державки могут работать в двух противоположых направлениях. Обычно применяются правые державки, однако часто в револьверных головках используются левые державки, что вызвано расположением головки относительно линии центров станка. На рисунке изображена левая державка. В данном случае буква L означает левое исполнение державки.
6 и 7. Размер державки характеризуется поперечным сечением хвостовика - высотой (h) и шириной (Ь), которые, соответственно, указываются в коде державки. На рисунке показана державка с хвостовиком высотой 32 мм и шириной 25 мм. Такие резцы широко применяются на револьверных станках и на станках других типов. Для резцовых головок модульной инструментальной системы в коде указывается величина смещения режущей вершины от оси головки (f)
8 и 9. Длина державки (расстояние от вершины режущего лезвия до конца хвостовика) обозначается буквой. Существуют стандартные длины резцов в мм, которым присвоены буквы в порядке латинского алфавита в соответствии с увеличением длины. Для модульных резцовых головок под длиной понимается расстояние в мм от режущей кромки до базового торца головки. Некоторые из указываемых длин являются стандартными только для данного поставщика. В данном случае в обозначении стоит буква Р, значит длина державки - 170 мм.
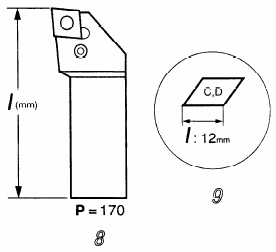
Длина режущей кромки (I) определяется размером пластины и ее формой, которые, в свою очередь, связаны с типоразмером державки. От длины режущей кромки зависит величина снимаемого припуска. Длина режущей кромки указывается в мм и в нашем случае составляет 12 мм для ромбической пластины с углом при вершине 80°.
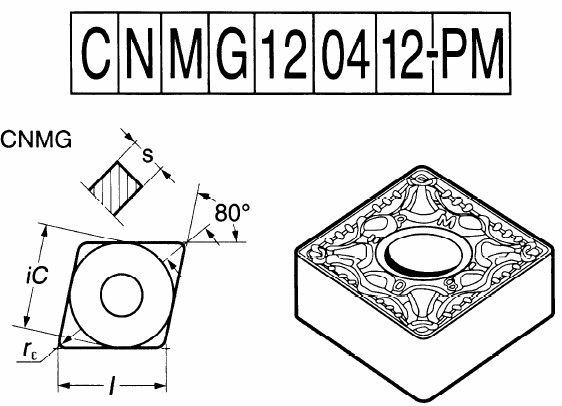
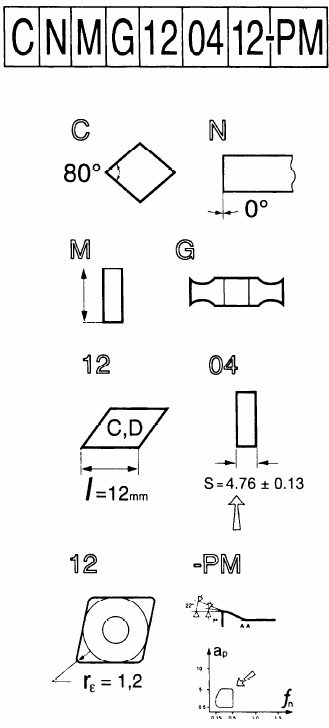
Режущие неперетачиваемые пластины обозначаются аналогично резцам. Пластина CNMG 120412-РМ, которая показана на рисунке закрепляется на державке рычагом за отверстие - тип крепления Р и в каталогах для нее указаны марки твердых сплавов и режимы резания.
1 и 2. Первая буква обозначает форму пластины. Ромбическая пластина с углом при вершине 80° обозначается буквой С.
Очень важным является наличие или отсутствие заднего угла на пластине, поскольку от этого зависит тип посадочного гнезда под пластину. Величина заднего угла указывается во второй позиции обозначения. В нашем примере буква N означает, что пластина не имеет заднего угла и ее боковые поверхности перпендикулярны опоре.
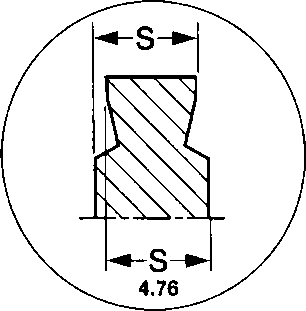
3 и 4 Следующая буква “говорит” о точности пластины по толщине (s) и по диаметру вписанной окружности (iC). Каждая буква соответствует определенному классу точности. В нашем примере буква М означает, что пластина размером 12 мм имеет допуск на вписанный диаметр ±0,08 мм и ±0,13 мм на толщину.
Конструктивные особенности пластины описываются следующей буквой. Существует 7 различных стандартизированных вариантов конструкций. Кроме того, стандарт предусматривает обозначение пластин специального исполнения. Конструктивно пластины отличаются по форме передней поверхности (она может быть плоская или со стружколомающей канавкой), по наличию отверстия, по количеству рабочих сторон (односторонние или двусторонние). В нашем примере буква G обозначает двустороннюю пластину со стружколомающей канавкой.
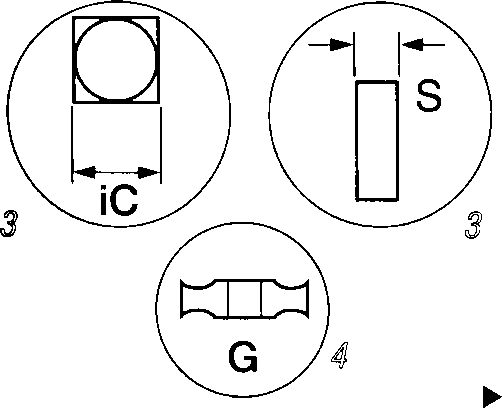
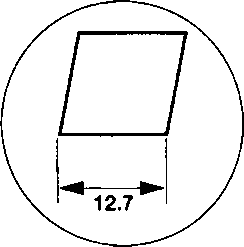
5 Цифры, стоящие на пятой позиции обозначения, определяют размер режущей кромки. В нашем примере 12 - это длина режущей кромки ромбической пластины с диаметром вписанной окружности 12,7 мм и углом в плане 80°
6 Следующие две цифры обозначают толщину пластины (s). В нашем случае означает, что толщина пластины 4,76 мм.
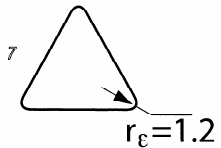
7 Радиус при вершине очень важен при выборе пластины. Пластины выпускаются с несколькими величинами радиуса при вершине. При выборе радиуса, в первую очередь, принимаются во внимание прочность вершины и необходимая шероховатость обработанной поверхности. В каталогах даются 4 величины радиуса при вершине: 0,4 мм, 0,8 мм, 1,2 мм, 1,6 мм, которые, соответственно, обозначаются как 04, 08, 12, 16. Число 12 в нашем примере говорит о том, что выбрана пластина с радиусом при вершине 1,2 мм
8 Последнее место в обозначении отведено для описания геометрии стружколома пластины. Каталоги предлагают три основные модификации для трех групп обрабатываемых материалов - Р, М и К. Геометрия РМ, указанная в примере обозначения, предназначена для обработки сталей группы Р обычной обрабатываемости. Эта геометрия достаточно универсальна и обеспечивает положительные передние углы для пластин без задних углов, обеспечивает надежное стружколомание при получистовой и получерновой обработке на подачах от 0,15 до 0,5 мм/об и глубинах резания от 0,5-5,5 мм
Вместо обозначения геометрии можно указать на этом же месте и другие характеристики режущей кромки - упрочняющие фаски, ленточки и т. п.
Для того, чтобы заказать инструмент, а также проверить подходит ли пластина к имеющейся державке и может ли она обеспечить снятие припуска, необходимо знать принципы обозначения по ISO, которые описывались выше.
Неперетачиваемые пластины для нарезания резьбы
Резьба — основной элемент многих деталей. Резьбы небольших диаметров обрабатываются метчиками и плашками, а при большем диаметре резьбы обработку рекомендуется производить точением или фрезерованием. В настоящее время нарезание резьбы - обычная операция для токарных станков с ЧПУ и обрабатывающих центров, которая выполняется неперетачиваемыми сменными резьбовыми пластинами с высокой производительностью и надежностью. Профили резьбовых пластин по форме соответствуют профилю резьбы, которую они предназначены нарезать. Например, метрическую, UN, Whitworth и т.д.
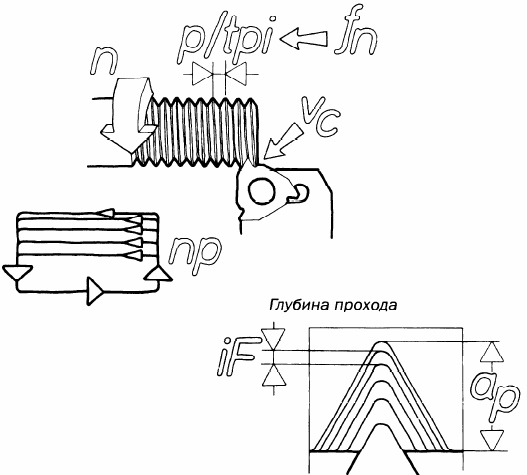
Величина подачи (fn) является ключевым фактором при нарезании резьбы, т.к. она должна соответствовать шагу резьбы (р - шаг метрической резьбы, tpi - шаг дюймовой резьбы). Использование современных неперетачиваемых пластин, способных к работе на высоких скоростях резания, подразумевает высокие величины подач, равные шагу нарезаемой резьбы. Согласование шага резьбы и величины подачи на оборот облегчается ходовыми винтами токарных станков при ручном управлении или специальными управляющими программами для станков с ЧПУ.
При нарезании резьбы пластина делает определенное число врезаний (проходов) вдоль нарезаемой поверхности заготовки. Угол при вершине, самая чувствительная часть режущей кромки, при этом не перегружается, т.к. полная глубина профиля резьбы делится на несколько проходов. Так, если глубина резания за один проход (iF) равна 0,15 мм, а полная глубина резания (ар) на весь профиль резьбы - 0,94 мм, то метрическая резьба с шагом 1,5 мм будет нарезана за 6 проходов (nр). Рекомендуется уменьшать глубину резания по мере углубления резца в заготовку, поскольку при этом увеличивается эффективная длина режущей кромки/
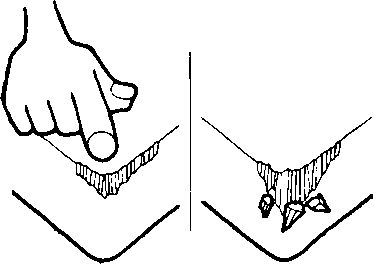
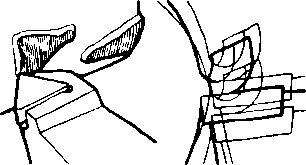
Существует три способа врезания пластины при нарезании резьбы, при этом окончательно обработанный профиль одинаков, но отличаются форма стружки, износ инструмента и качество резьбы.
Радиальное врезание (1) - наиболее распространенный и самый простой способ, при котором направление подачи при врезании перпендикулярно оси резьбы. Обеспечивает высокую точность профиля и равномерный износ пластины. Этот способ очень хорош для нарезания мелких резьб и при обработке закаленных материалов.
Не рекомендуется для резьб с крупным шагом из-за формирования жесткой V-образной стружки и повышенного давления на вершину.
Модифицированное врезание (2) - это способ, когда врезание происходит вдоль прямой, расположенной под небольшим углом к стороне профиля резьбы. Отклонение направления врезания в 3°-5° делает нагрузку на пластину более благоприятной и повышает точность профиля резьбы. Данный способ дает возможность направить стружку в нужную сторону. Улучшается сход стружки и процесс резания приближается к продольному точению
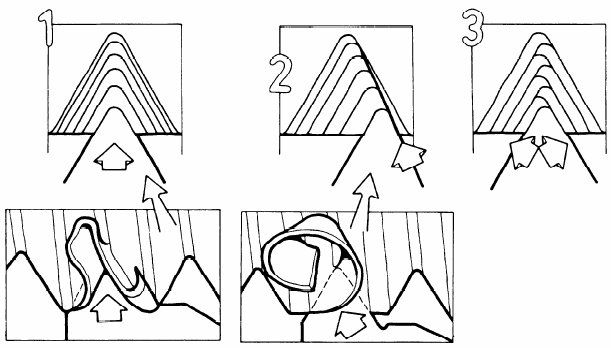
При использовании резьбовых пластин с геометрией С уменьшается образование тепла на режущей кромке и повышается надежность операции. Используя указанный способ, можно уменьшить тенденцию к возникновению вибраций, особенно при обработке резьб с большим шагом, когда значительно увеличивается эффективная длина режущей кромки.
Боковое двустороннее врезание (3) обычно применяется при обработке резьб с большим профилем. Сначала делается несколько проходов при врезании в одну сторону, затем резец углубляется и делается несколько проходов при врезании в другую сторону, и так до тех пор, пока не будет полностью обработан весь профиль. Этот способ врезания обеспечивает минимальный и равномерный износ пластины, особенно при нарезании резьб с крупным шагом. Последние проходы могут быть сделаны с радиальным врезанием для повышения точности профиля.
Очень крупные резьбы обрабатываются начерно простой трехгранной пластиной, закрепленной на державке типа MTEN, а последний проход выполняется резьбовой пластиной.
Типы пластин для резьбонарезания
Существует три типа пластин для нарезания резьб:
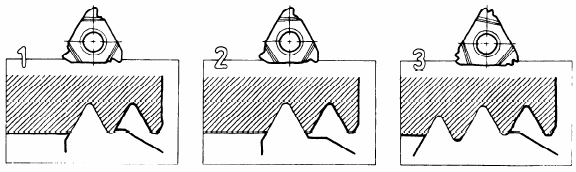
• пластины с полным профилем (1), которые обрабатывают полный профиль резьбы, включая вершины. Для каждого профиля и шага резьбы нужна отдельная пластина. Не требуется особой точности по наружному диаметру, поскольку допускается выступание вершин резьбы на 0,03-0,07 мм. Снятие заусенцев после нарезания резьбы обычно не производится, за исключением заходной части резьб при обработке мягких материалов.
• пластины с неполным профилем или V-профилем (2) могут быть использованы для обработки резьб с различными шагами при одном угле профиля резьбы, т.к. вершины резьб ими не обрабатываются. При резании такими пластинами необходимо предварительно и достаточно точно обработать наружный диаметр, кроме того, требования к радиусу на вершине резьбы не должны быть жесткими
• многозубые пластины (3) обрабатывают полный профиль резьбы при меньшем числе проходов, что приводит к повышению производительности и стойкости пластин по сравнению с однозубыми обычными пластинами с полным профилем. При обработке резьбы многозубой пластиной длина прохода несколько увеличивается, требуется большая жесткость станка, так как увеличивается длина режущих кромок, находящихся в резании. Врезание должно производиться в соответствии со специальными рекомендациями.
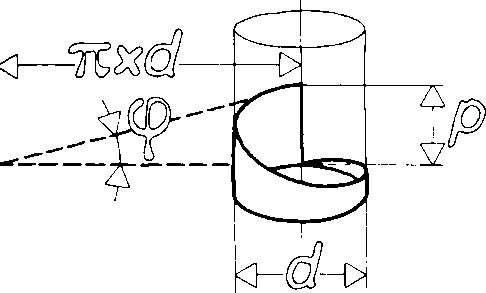
К основным параметрам резьбы относятся диаметр (d) и шаг (р). Шаг - это расстояние, измеренное вдоль оси резьбы между идентичными точками профиля на соседних витках. Если развернуть один виток на плоскость, то он представляет собой треугольник, базовый катет которого - длина окружности, второй катет - шаг резьбы, гипотенуза - винтовая поверхность резьбы, а угол между ней и базовым катетом - угол подъема резьбы. Таким образом, резьба полностью определяется диаметром и шагом. Обозначение резьбы М 30 х 1,5 говорит, что это метрическая резьба с диаметром 30 мм и шагом 1,5 мм
В обработке металлов резанием большое значение имеют задние углы, а при нарезании резьб особенно существенны задние углы на боковых сторонах профиля резьбовой пластины. Они влияют на количество выделяемого тепла, износ и стойкость пластины, качество резьбы и надежность выполнения операции.
Угол наклона пластины в корпусе державки должен быть равен углу подъема резьбы. В этом случае задние углы на обеих стронах профиля резьбы будут одинаковы, в противном случае они будут различаться.
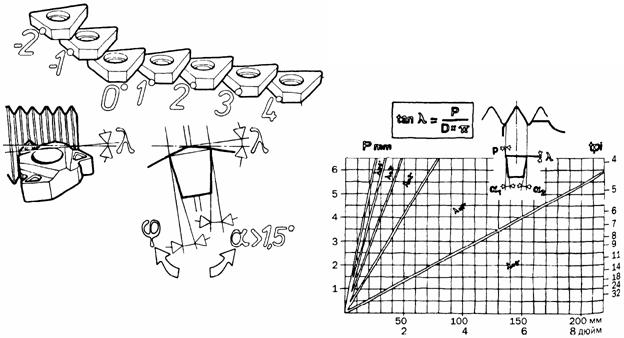
Одинаковые задние углы на обеих сторонах профиля являются обязательным условием для обеспечения удовлетворительного резьбонарезания. Тангенс угла наклона пластины определяется как отношение шага резбы к длине окружности по среднему диаметру (Dc), формула приведена ниже.
Обычно этот угол равен 1° и именно с таким углом выполняются опорные пластины, которыми комплектуются резьбовые державки по умолчанию. Как видно из приведенной диаграммы, область с углом λ=1° занимает центральное место. Если нарезаемая резьба имеет другой угол подъема, то можно укомплектовать державку опорными пластинами с углами наклона от -2° до +4° с интервалом в 1°, при этом положение режущей вершины по высоте не изменяется. Отрицательный угол наклона необходим для нарезания левых резьб правыми резцами и наоборот. Расточные оправки для нарезания резьб в отверстиях малых диаметров не имеют опорных пластин, поэтому посадочные поверхности гнез под пластины выполняются на них с углом наклона 1° или 2°.
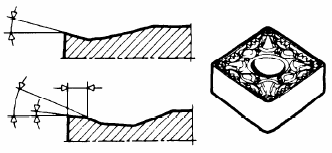
Задний угол, врезание и выход из заготовки
Чем меньше угол профиля резьбы, тем меньше задние углы на режущих кромках пластин при ее нарезании. Некоторые круглые и трапециедальные резьбы имеют углы профиля около 30°, поэтому особенно важно, чтобы опорная пластина обеспечивала необходимые задние углы при установке режущей пластины в гнезде. Радиальные задние углы при обработке внутренних резьб должны быть больше, чем при обработке наружных (см. рисунок ниже) и, соответственно, посадочные поверхности в корпусах державок имеют различные наклоны. Кроме того, резьбовые пластины для наружной и внутренней обработки различны и не взаимозаменяемы, т.к. замена может привести к искажению профиля резьбы.
Задние углы на боковых сторонах профиля при обработке круглых и плосковершинных резьб значительно меньше, чем при островершинном профиле резьбы. Надо стремиться, чтобы боковые задние углы не были бы меньше 1°30'.
При нарезании резьб наиболее опасны моменты входа инструмента в заготовку и выхода из нее. Резьбовые пластины плохо воспринимают ударные нагрузки при входе и наиболее склонны к смещению относительно посадочного гнезда, чем большинство токарных пластин. При смещении пластины нарезаемая резьба может выйти из поля допуска. Усилия резания в процессе обработки достаточно стабильны, однако при врезании и выходе при каждом проходе наблюдаются значительные колебания силы резания.
Параметры режима резания следует выбирать так, чтобы в момент входа и выхода не происходили поломки. Для нарезания различных типов и размеров резьб существуют свои рекомендации по числу проходов и глубине резания для каждого прохода. Например, метрическая резьба с шагом 0,5 мм обрабатывается за 4 прохода, а с шагом 6 мм за 16 проходов.
Количество проходов, рекомендованное для первого выбора, должно быть опробовано в реальных условиях. Если оно слишком велико, то будет наблюдаться повышенный износ по задней поверхности пластины, а если мало, то возможны поломки вершины или пластическая деформация из-за интенсивного нагревания и высокого давления.
Современные неперетачиваемые пластины для нарезания резьб обеспечивают высокую эффективность и надежность процесса обработки, а также высокое качество нарезаемой резьбы при соблюдении необходимых условий:
• для правильного определения припуска, перед резьбонарезанием проверьте диаметр заготовки
• проверьте установку режущей кромки относительно среднего диаметра
• убедитесь, что используется соответствующая геометрия пластины (универсальная, F или С)
• убедитесь, что величины боковых задних углов равны и достаточны (угол на опорной пластине)
• если получена некачественная резьба, то следует проверить все, включая станок
• проверьте наличие программного обеспечения для резьбонарезания на станках с ЧПУ
• оптимизируйте метод врезания, количество проходов и величину срезаемого за проход припуска
• убедитесь в правильном выборе скорости резания
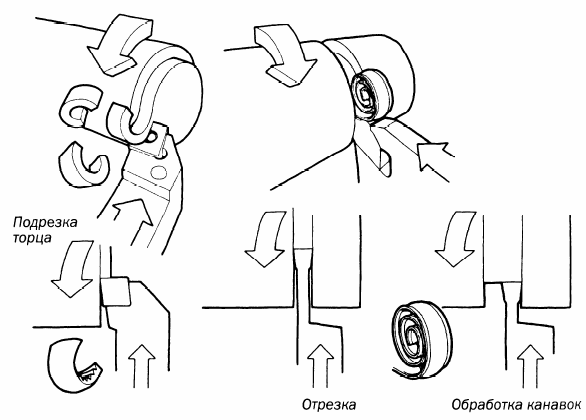
Эффективность отрезки, даже на специальных отрезных станках, в первую очередь зависит от инструмента. В настоящее время современные отрезные резцы с неперетачиваемыми пластинами обеспечивают тот же уровень производительности, что и проходные токарные инструменты со сменными пластинами.
При отрезке основная задача - обеспечить отделение детали от заготовки с достаточной производительностью и надежностью, для чего осуществляется подача инструмента в направлении перпендикулярном оси детали на величину радиуса. При обработке канавок подача инструмента происходит также в радиальном направлении только с той разницей, что при конечном положении инструмент не достигает оси детали. При обработке канавок, которые обычно не очень большой глубины, условия работы инструмента несколько легче, однако возникают дополнительные требования по точности и шероховатости поверхности.
Процесс резания при отрезке в какой-то мере аналогичен подрезке торца, когда подача инструмента осуществляется в направлении оси детали. Особенность отрезки - наличие обрабатываемого материала с двух сторон режущей пластины и небольшая ширина режущей пластины, что обеспечивает минимальный расход обрабатываемого материала. Все это и определяет дополнительные требования к инструменту для отрезки.
При движении инструмента к оси детали и постоянной частоте вращения шпинделя, скорость резания уменьшается и достигает нулевого значения на оси детали, что очень неблагоприятно для режущей кромки. По мере приближения к центру возрастает давление на режущую кромку, т.к. скорость резания снижается до нуля.
Одной из важнейших проблем при отрезке является удаление стружки. Очень сложно обеспечить ломание стружки при значительном углублении резца в заготовку, поэтому основной задачей является надежное удаление стружки без надиров на обработанной поверхности, которая решается за счет геометрии передней поверхности режущей пластины. При плохом отводе стружки возможно значительное ухудшение шероховатости обработанной поверхности и пакетирование стружки, ведущее к поломке резца.
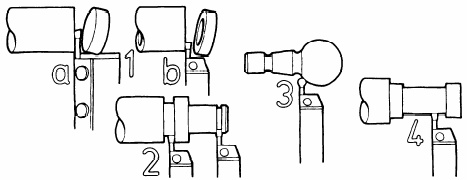
Современный инструмент для отрезки и обработки канавок не только высокопроизводителен, но и универсален. Большинство токарных операций может быть выполнено этим инструментом, включая такие, как:
1а. Отрезка прутков
lб. Отрезка труб
2. Обработка канавок разных размеров и различного назначения
3. Профильная обработка с использованием соответствующей пластины
4. Точение в двух направлениях с использованием соответствующих пластин.
Могут выполняться и другие операции, такие как обработка внутренних канавок, торцевых канавок, расточка, обработка выточек и выборок для выхода шлифовального круга, точение алюминиевых колес. Основное преимущество современного инструмента - стандартные посадочные поверхности и размеры практически для всех видов пластин. Это означает, что одним и тем же инструментом, меняя только пластины, можно производить различные операции.
Современный инструмент для отрезки и обработки канавок состоит из державки и неперетачиваемой сменной пластины. В каталогах даны два основных типа резцов.
Первый - резцовый блок и корпус-лезвие для закрепления режущих пластин, применяется для отрезки больших диаметров и обработки глубоких канавок. Корпус-лезвие устанавливается с минимальным вылетом достаточным для обработки детали, обеспечивая при этом максимально возможную жесткость. Режущая пластина закрепляется в пазу корпуса- лезвия только за счет пружинящих свойств корпуса. Закрепление и высвобождение пластины производится специальным ключом, что предотвращает повреждение режущих кромок
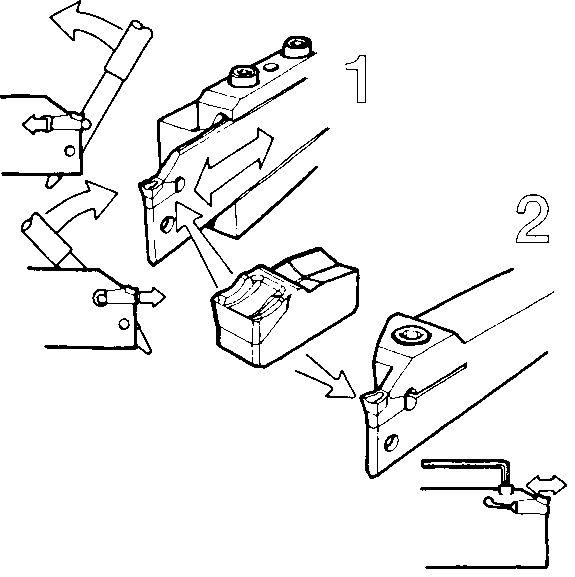
Второй- державка с пластинчатой передней частью при стандартном поперечном сечениивсего корпуса.
Это позволяет разместить винт, который более надежно закрепляет пластину. Такие резцы обеспечивают высокую жесткость, но из-за фиксированной длины пластинчатой части ограничивают технологические возможности небольшими глубинами врезания.
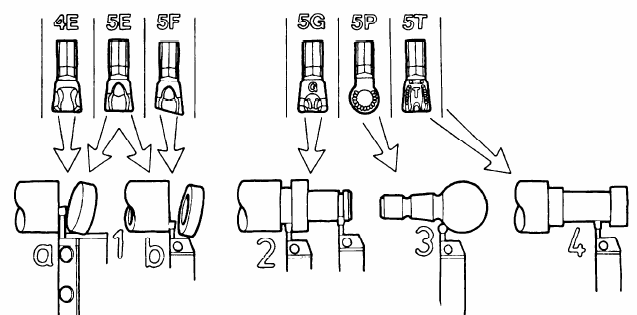
Геометрия передней поверхности неперетачиваемых пластин создавалась с учетом особенностей тех операций, для выполнения которых они предназначались. Основные операции и соответствующие им геометрии пластин приведены ниже:
• для отрезки прутков следует использовать пластины геометрии 4Е, 5Е
• для отрезки труб следует использовать пластины геометрии 5Е, 5F,
• для обработки канавок - пластины геометрии 5G
• для профильной обработки - пластины геометрии 5Р
• для точения - геометрии 5Т
Если для выполнения операции не требуется большого вылета, который обеспечивается резцом с выдвигающимся корпусом - лезвием (тип 151.2), то следует использовать резец типа 151.22, который обеспечивает наибольшую жесткость при ограниченном вылете. Эти два типа резцов обеспечивают широкие технологические возможности, позволяя выполнять операции с различными глубинами реза при максимально возможной жесткости.
Основные параметры при отрезке и обработке канавок
Основными параметрами, определяющими операции отрезки и обработки канавок, являются:
• скорость резания (vc)
• частота вращения шпинделя (п), число оборотов в минуту
• радиальная подача (fnx)
• глубина врезания, допускаемая резцом (аг)
• ширина пластины (1а )
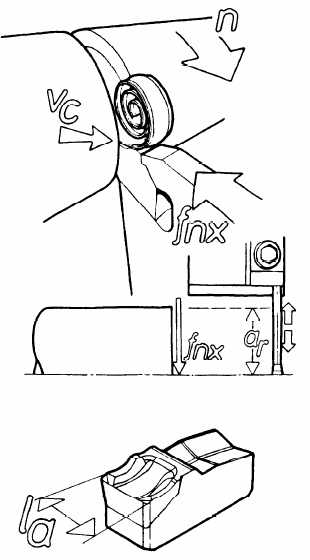
Существуют три вида режущих пластин: нейтральные (N), у которых главная режущая кромка перпендикулярна направлению подачи, правые (R) и левые (L), у которых режущая кромка отклонена от этого направления на небольшой угол фг в ту или другую сторону (см. рисунок)
Каждая из пластин исполнения N, R или L имеет свою область применения. Нейтральные пластины с более прочными режущими вершинами обеспечивают хорошую шероховатость обработанной поверхности, точность обработки, стойкость инструмента и хорошее стружкодробление.
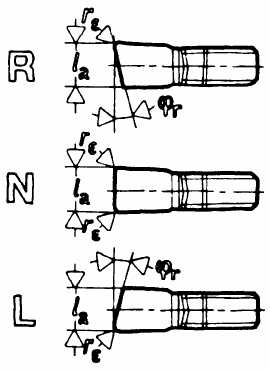
Пластины с углом в плане, отличном от 90°, используются для случаев, когда стремиться избежать бобышки на торце детали, которая обычно образуется при резании нейтральной пластиной. Пластины типа R предотвращают образование бобышек на торце отрезаемой детали, пластины типа L - на торце оставшейся после отрезки заготовки. Размеры заусенцев также могут быть уменьшены за счет применения таких пластин. В значительной степени величина бобышки зависит и от того, как происходит отделение отрезаемой части. Так бобышка может быть уменьшена при поддержке отрезаемой части в конце цикла.

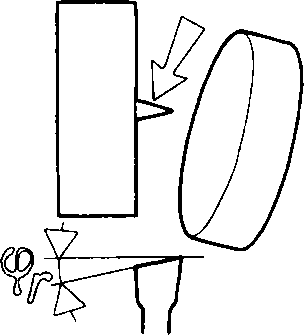
Уменьшение параметров режима резания при смещении режущей кромки к оси детали позволяет значительно снизить нагрузку на режущую кромку.
При приближении к центру для уменьшения размеров бобышки следует снижать подачу на 75%, уровень скорости резания не должен способствовать возникновению вибраций.
Достаточно большое значение при отрезке и обработке канавок имеет точное положение режущей кромки вдоль оси детали. Всякое отклонение ведет к увеличению нагрузки на режущую кромку и в результате к неплоскостности обрабатываемой поверхности. Также могут возникнуть вибрации и ухудшится отвод стружки
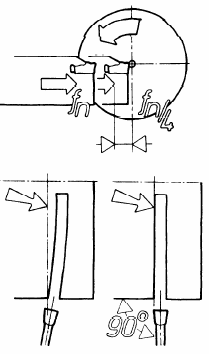
Отклонение положения режущей кромки от центра по высоте более чем на ОД мм может привести к увеличению усилий резания, увеличению трения между инструментом и обрабатываемой поверхностью, увеличению размеров бобышки и уменьшению стойкости инструмента.
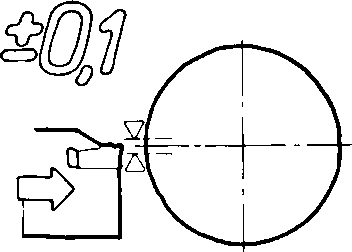
При отрезке деталей больших диаметров и обработке глубоких канавок жесткость приобретает наибольшее значение. Большой вылет инструмента обусловлен требуемой глубиной канавки и диаметром, поэтому в большинстве случаев для таких операций следует применять резцы с регулируемым положением корпуса-лезвия, хотя их жесткость и меньше, чем у резцов с пластинчатой передней частью. Несколько увеличить жесткость возможно за счет увеличения ширины режущей пластины, хотя при этом больший объем обрабатываемого материала будет уходить в стружку.
При отрезке и обработке канавок, чтобы избежать вибраций и прогиба инструмента следует: работать с минимально возможным вылетом, выбирать инструмент максимально возможного поперечного сечения, стремиться к тому, чтобы высота режущей кромки от опорной поверхности была больше или равна глубине обработки, выбирать максимально возможную ширину пластины, а соответственно, опорных поверхностей. Закрепление пластин за счет пружинящих свойств корпуса может быть использовано только в случае радиального направления подачи. Если при резании имеет место перемещение резца вдоль оси заготовки, как при точении и профильной обработке, то следует использовать закрепление винтом.
Основные параметры, которые определяют выбор инструмента:
• Диаметр отрезаемой заготовки или глубина обрабатываемой канавки.
Как уже отмечалось ранее, необходимо выбирать наибольший из возможных резцов, поскольку при этом повышается жесткость. Следует выбирать ширину режущей пластины в соответствии с глубиной резания, как правило, глубина резания должна превышать ширину пластины не более чем в 8 раз.
• Ширина реза при отрезке или ширина канавки.
При выборе ширины отрезной пластины следует стремиться к компромиссу между повышением жесткости и расходом материала. Ширина пластины для обработки канавок определяется формой канавки.
• Главный угол в плане (пластины исполнения R, N или L).
Нейтральные пластины (N) имеют ряд преимуществ по сравнению с пластинами правого (R) и левого (L) исполнения, поскольку процесс резания такими пластинами отличается большей стабильностью, что обеспечивает лучшее качество обработанной поверхности, более высокую точность и возможность работы с большими подачами. Однако, пластины исполнения R и L позволяют уменьшить бобышку в конце отрезки
Отрезка цельных прутков и труб. Процессы отрезки цельных прутков и труб, которые отличаются по требованиям к инструменту, можно оптимизировать за счет применения пластин соответствующей геометрии. Например, при отрезке труб наилучшие результаты получаются при работе острыми режущими кромками с положительными передними углами, что обеспечивается пластинами геометрии 5Е и 5Е Последняя позволяет избежать заусенцев, образующихся при отрезке на внутреннем диаметре трубы
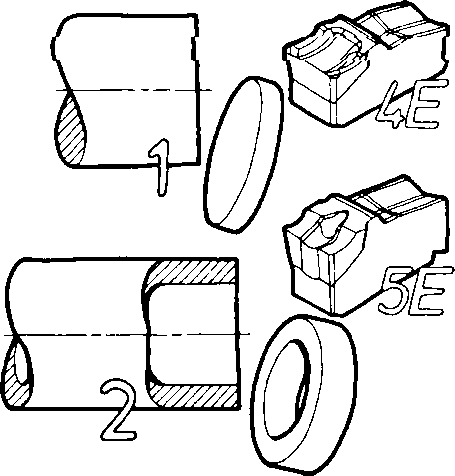
Отрезку рекомендуется производить с обильным охлаждением режущей кромки. Подача охлаждающей жидкости должна производиться непрерывно, пока режущая кромка находится в металле. Подвод охлаждающей жидкости целесообразно производить через специальный адаптор закрепляемый на резцовом блоке сверху.
Точение вала напаиваемым инструментом или инструментом с СМП
История развития твердосплавного инструмента
Первые инструменты, оснащенные твердыми сплавами, появились в сороковых годах. Твердосплавная пластина напаивалась на стальной корпус, а затем затачивалась для придания необходимой формы. Заточкой обеспечивались различные углы в плане, радиусы при вершине и геометрия передней поверхности. В то время такие резцы стали существенным шагом вперед в развитии режущего инструмента, который ранее изготавливался только из быстрорежущей стали.
Напайка твердого сплава предъявляет определенные требования к твердому сплаву, которые не совпадают с требованиями процесса резания. И, в какой-то мере, напайка стала тормозить совершенствование твердого сплава как режущего метериала. После того, как появились надежные механические способы закрепления твердосплавных пластин на державках и была усовершенствована технология их прессования, в 60-ые годы резцы с напаиваемыми пластинами стали заменяться резцами с механическим креплением неперетачиваемых твердосплавных пластин, которые обеспечивали более высокую производительность обработки.
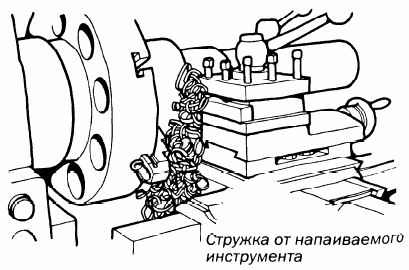
Нанесение износостойких покрытий на твердосплавные неперетачиваемые пластины было еще одним скачком в повышении производительности металлообработки, оставившим напаиваемый инструмент далеко позади.
Применение неперетачиваемых пластин значительно сокращает интрументальные расходы и расходы на резание для большинства токарных и фрезерных операций. Исключаются дорогостоящие заточка и переустановка инструмента. Поскольку режущая кромка не затачивается, то отпадает необходимость в однородности структуры твердого сплава по всему сечению и появляется возможность нанесения тонких поверхностных износостойких слоев.
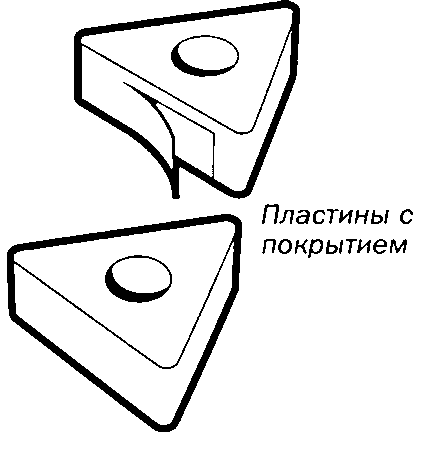
Рассмотрим обработку на универсальном токарном станке валика из легированной стали (СМС 02.1) с твердостью НВ180. Обработка включает черновые проходы для снятия основного объема металла, а затем чистовую обработку по диаметру, подрезку торца и отрезку.
При применении напаиваемого инструмента для черновой обработки используется резец ISO 6 с главным углом в плане 90°, который производит обработку за несколько проходов, причем стружка представляет собой непрерывную спираль. Для чистового прохода и подрезки торца используется тот же резец, но с большим радиусом при вершине, получаемый шлифованием. Стружка при подрезке образуется в виде непрерывной ленты, которая скапливается на станине. Для отрезки применяется лезвие из быстрорежущей стали, закрепляемое в резцедержателе станка.
На том же станке и для выполнения той же операции можно использовать и современные резцы с неперетачиваемыми твердосплавными пластинами. Для черновых проходов использовался резец Р с главным углом в плане 95° с пластиной WNMG геометрии РМ. Для чистовой обработки по диаметру и подрезки торца применялся резец с круглой пластиной RCMT.
Отрезка выполнялась резцом с выдвижным блоком-лезвием, оснащенным отрезной нейтральной пластиной.
Правильный выбор режимов резания обеспечил устойчивое стружкодробление на всех проходах обработки.
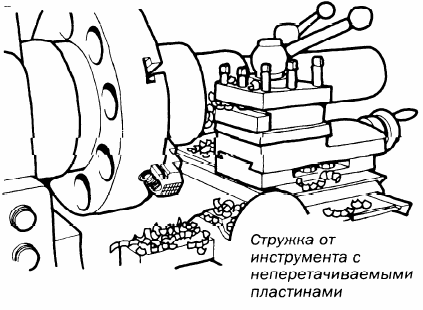
При сравнении процесса обработки было установлено, что прозводительность при использовании инструмента с СМП возрастает вдвое, значительно улучшается стружкодробление, исчезли клубки путаной стружки. Резцы с напаиваемыми пластинами работают на более мягком режиме резания и имеют при этом меньшую стойкость, чем резцы с СМП. При заточке изношенного резца практически невозможно обеспечить первоначальную геометрию режущей кромки, особенно, когда приходится затачивать еще лунки или порожки, которые обеспечивают дробление стружки. При износе одной режущей кромки у неперетачиваемой пластины, она просто поворачивается в гнезде корпуса, а когда износились все режущие кромки, меняется сама пластина. За одно и то же время резцы с неперетачиваемыми пластинами обрабатывают вдвое больше деталей.
Фрезерование - это резание материала инструментом, имеющим главное движение вращения и хотя бы одно движение подачи, направленное не по оси инструмента. Фрезы обычно являются многолезвийными инструментами. Фрезерование - эффективный метод обработки, при котором каждая из режущих кромок фрезы снимает одинаковое количество металла. Наиболее часто фрезерование применяется для обработки плоских поверхностей, но также быстрыми темпами развивается фрезерование сложных поверхностей на станках с числовым программным управлением.
Фрезы широко применяются на обрабатывающих центрах и фрезерных станках различных типов. Путем фрезерования можно получить широкий спектр деталей, причем зачастую операции точения и фрезерования производятся за одну установку (на токарных обрабатывающих центрах).
Фрезерование стало универсальным методом обработки и находит все большее применение. Этому способствует развитие инструмента, станочного парка и систем контроля за процессами. Традиционные методы обработки сегодня следует переосмыслить, т.к. разработаны новые способы обработки заготовок, которые более эффективны и дают лучшие результаты. Чистовая обработка шлифованием все чаще заменяется фрезерованием, электроэрозионная обработка все чаще используется наряду с фрезерованием.
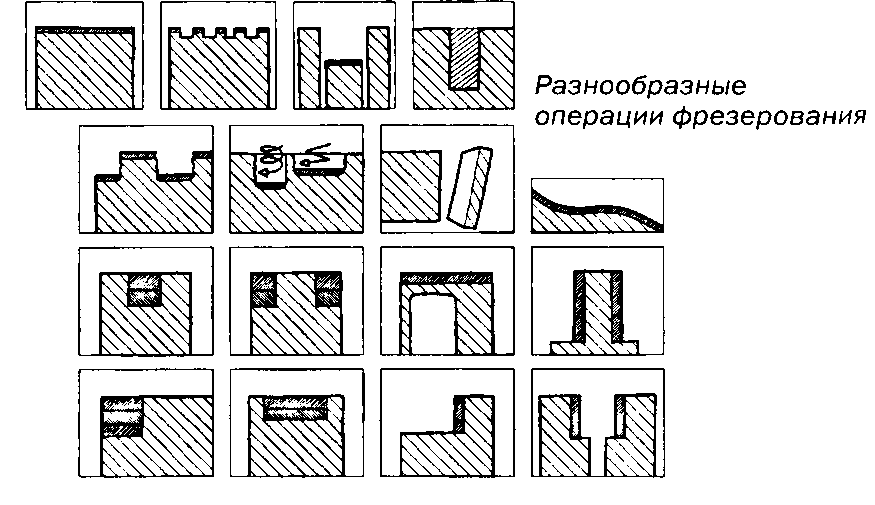
Наиболее часто используемые фрезерные операции:
• фрезерование плоскостей как сплошных, так и прерывистых
• фрезерование внутренних поверхностей заготовок, требующих большого вылета инструмента
• фрезерование пазов
• фрезерование нескольких плоскостей
• фрезерование углублений, карманов полостей
• операции разрезки
• фрезерование узких канавок
• фрезерование уступов разных размеров
• торцевое фрезерование нежестких заготовок
• дисковое фрезерование тонких заготовок
• фрезерование вертикальных плоскостей
• фрезерование широких канавок
• торцевое фрезерование с большим вылетом инструмента
• комбинированное торцевое фрезерование уже имеющихся пазов и т. п.
Приведенная классификация фрезерных операций очень полезна при составлении технологических процессов и выборе инструмента. Она помогает определить требования, предъявляемые к инструменту, и быстрее находить оптимальные решения.
При фрезеровании чаще всего вращающийся инструмент поступательно перемещается относительно обрабатываемой заготовки. Наиболее распространенной фрезерной операцией является торцевое фрезерование, при котором заготовка перемещается относительно вращающегося вокруг вертикальной оси инструмента (1).
При фрезеровании дисковой фрезой инструмент вращается относительно горизонтальной оси, перпендикулярно к которой перемещается заготовка (2).
Большинство фрез не могут производить обработку при движении подачи, направленном вдоль оси фрезы. Фрезы могут врезаться в заготовку вдоль оси фрезы лишь на величину меньшую, чем вылет торцевых зубьев из корпуса фрезы. Исключение из этого правила составляют ряд концевых фрез, у которых хотя бы одна торцевая режущая кромка перекрывает ось фрезы (3)
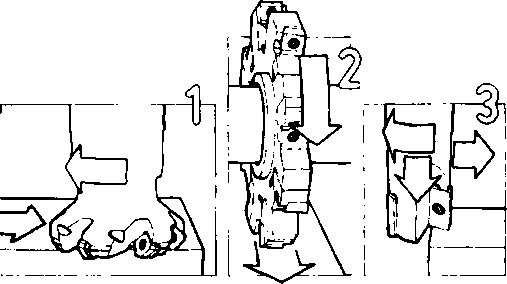
Некоторые концевые фрезы могут даже просверлить отверстие при врезании в заготовку.
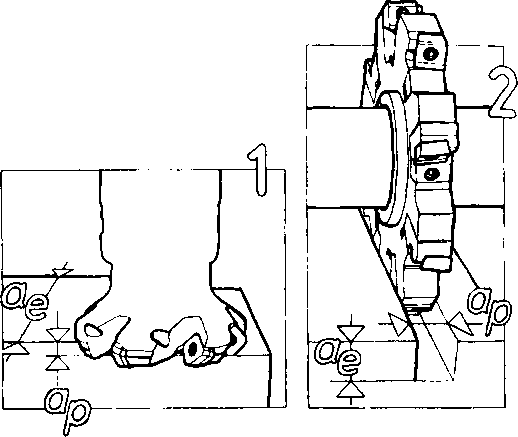
Частота вращения фрезы соответствует частоте вращения шпинделя (п) и измеряется числом оборотов в минуту. Скорость резания (vc) - скорость перемещения режущих кромок фрезы. Как для точения и сверления, скорость резания при фрезеровании может быть рассчитана по той же формуле. Подача при фрезеровани (vf) - это скорость перемещения заготовки и, соответственно, стола станка в минуту.
Глубина резания при фрезеровании (ар) измеряется вдоль оси вращения фрезы, при торцевом фрезеровании - это расстояние между обработанной и еще необработанной поверхностями, при дисковом фрезеровании - это, как правило, ширина фрезы.
Ширина фрезерования (ае) - это величина срезаемого припуска, измеренная в радиальном направлении. Для торцевого фрезерования - это расстояние, перпендикулярное направлению движения стола от края заготовки до необработанной поверхности, для трехстороннего дискового фрезерования - это глубина врезания фрезы.
При торцевом фрезеровании очень важны соотношения между размером фрезы и заготовкой и их взаимное расположение. При выборе диаметра фрезы (D) учитывают ширину обрабатываемой детали. В лучшем случае, диаметр фрезы должен на 30% превышать ширину обрабатываемой детали, но могут возникнуть ограничения, связанные с мощностью и жесткостью станка. При торцевом фрезеровании нередко полная ширина детали обрабатывается за несколько проходов.
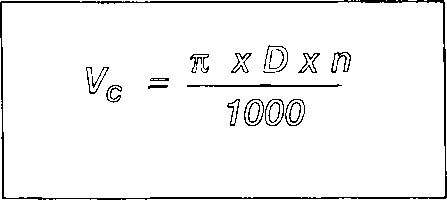
Число зубьев фрезы (zn) имеет большое значение для процесса фрезерования. Изменяя число зубьев, можно влиять на процесс резания. При резании обязательно, чтобы в контакте с заготовкой находилось не менее одного зуба, но большое количество зубьев, находящееся в работе одновременно, не всегда желательно, так как может привести к возникновению вибраций при недостаточной мощности станка.
При вращении фрезы и перемещении ее вдоль заготовки зубья периодически входят в материал заготовки и выходят из него. Подача на зуб (fz) - это расстояние между траекториями движения двух смежных зубьев, измеренное по направлению движения подачи. Это основной фактор, который определяет область применения и производительность инструмента. Величины подачи на зуб приводятся в рекомендациях по режимам резания.
Если у фрезы 6 зубьев (пластин), то смещение фрезы относительно заготовки за время одного оборота будет в 6 раз больше, чем при работе одного зуба. Относительное смещение фрезы и заготовки за один оборот фрезы представляет собой величину подачи за оборот, которая, как вспомогательная характеристика, удобна для чистовой обработки.
Различные виды подач: подача на зуб, подача за оборот, подача в минуту связаны с количеством пластин (зубьев) на фрезе и числом оборотов шпинделя простыми формулами.
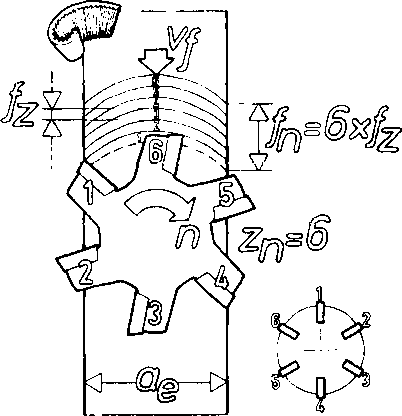
Положение фрезы относительно заготовки существенно влияет как на процесс стружкообразования, так и на нагрузку на каждое режущее лезвие, а также на результаты обработки. При расположении торцевой фрезы, диаметр которой на 30% превышает ширину заготовки, по середине заготовки, толщина срезаемого слоя по ее длине меняется незначительно: стружка несколько тоньше по краям при врезании и выходе каждого зуба, чем по середине.
Если расположить фрезу так, чтобы врезание или выход зубьев из зоны контакта совпадали с краем заготовки, то стружка будет в форме клина. Такой же тип стружки образуется при дисковом фрезеровании у дна обрабатываемого паза. Толщина срезаемого слоя в процессе фрезерования изменяется и достаточно сложна для прогнозирования.
Однако, толщина срезаемого слоя, снимаемого каждым зубом фрезы, является важным параметром для процесса фрезерования и стойкости инструмента. Средняя толщина среза всегда должна превышать определенное минимальное значение и быть меньше допустимого максимального. При недостаточной подаче на зуб режущая способность пластин и возможности станка будут использованы неполностью.
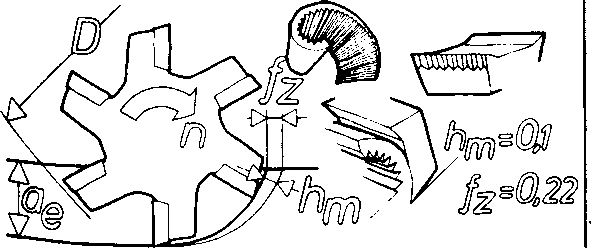
Подача на зуб и средняя толщина стружки
При торцевом фрезеровании средняя толщина срезаемого слоя приблизительно равна подаче на зуб фрезы, особенно при главном угле в плане 90°. Если выбранная подача на зуб не выходит за диапазон значений, приведенных в рекомендациях, то можно быть уверенным, что обеспечен удовлетворительный процесс формирования стружки для рассматриваемой операции и обрабатываемого материала. Обычно рекомендуемый диапазон подач на зуб: от 0,1 до 0,4 мм. При повышенной твердости обрабатываемого материала и повышенных требованиях по шероховатости поверхности необходимо снизить подачу на зуб, а при возникновении вибраций или интенсивном износе режущих кромок, наоборот, ее повысить
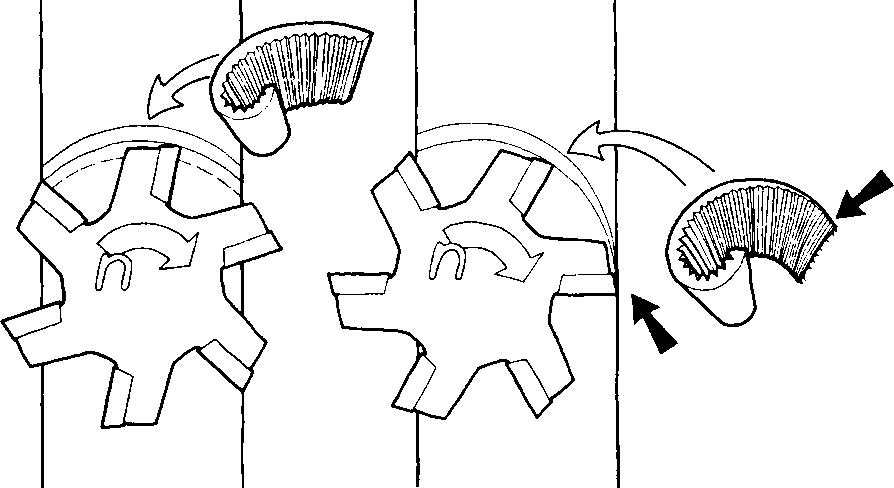
Часто лимитирующим фактором является потребляемая мощность, которая зависит от нагрузки на каждую пластину (зуб), которая тем больше, чем больше толщина срезаемого слоя, и количества пластин, одновременно участвующих в резании. Толщина среза при торцевом фрезеровании зависит от главного угла в плане на фрезе. При тех же самых режимах для фрезы с углом в плане 45° толщина срезаемого слоя меньше, чем для фрезы с углом в плане 90°. Толщина стружки несколько меньше подачи на зуб.
При дисковом фрезеровании, при обработке концевыми фрезами в некоторой степени, а также при торцевом фрезеровании, когда центр фрезы лежит вне обрабатываемой поверхности, средняя толщина срезаемого слоя существенно меньше подачи на зуб, поэтому необходимо убедиться, что она превышает минимально допустимую величину. Для нормального процесса резания толщина среза не должна быть менее 0,07 мм. Если она составляет приблизительно 0,02 мм, то происходит не резание, а скобление, что ведет к интенсивному выделению тепла и износу инструмента по задней поверхности.
Чем больше центр фрезы удален от края детали, тем тоньше срезаемый слой при той же подаче на зуб. Эта зависимость подтверждается таблицей, где для трех различных величин подачи на зуб приведены величины средней толщины срезаемого слоя в зависимости от отношения ширины фрезерования к диаметру фрезы.
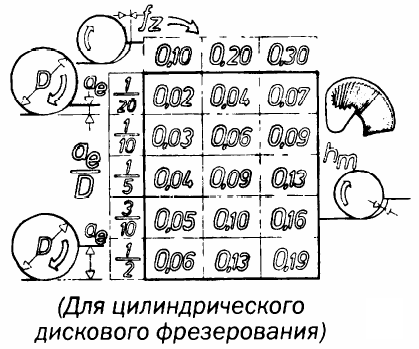
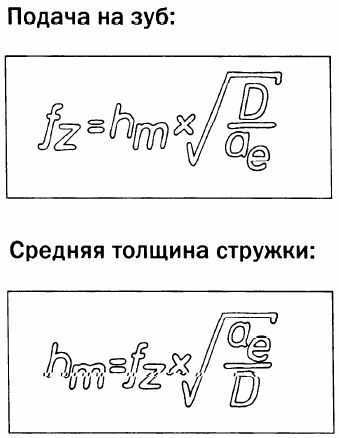
Подача, стружка и шаг зубьев фрезы
При выборе фрезы следует очень внимательно подходить к такому параметру, как шаг зубьев, который представляет собой расстояние между соседними зубьями и для каждого диаметра фрезы зависит от числа зубьев (zn). Обычно каждый типоразмер фрезы выполняется в трех вариантах по шагу зубьев.
Шаг зубьев фрезы может быть крупным (L), нормальным (М) и мелким (Н) . Так фреза диаметром 80 мм с крупным шагом имеет 4 пластины (зуба), с нормальным - 6 пластин, с мелким - 8. Иногда шаг делается неравномерным для предотвращения вибраций.
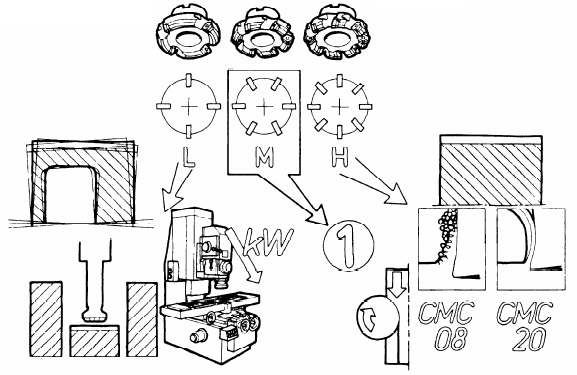
Наиболее часто используются фрезы с нормальным шагом (М). Они рекомендуются для первого выбора, так как могут успешно выполнять достаточно много различных операций.
Фрезы с крупным шагом (L), т. е. с меньшим количеством пластин, предназначены для нежестких станков и тяжелых условий обработки, когда необходимы большие вылеты инструмента, а мощность станков невелика. Такие фрезы работают при малых подачах стола, снимая металл малым числом режущих зубьев, у них всегда достаточно места между пластинами для размещения даже длинных стружек.
Фрезы с мелким шагом (Н) с большим количеством пластин следует применять на жестких и мощных станках при хороших условиях обработки, когда есть условия для полной реализации режущих возможностей пластин на высоких подачах стола. Они пригодны также для обработки материалов, дающих элементную стружку таких, как серый чугун и некоторых жаропрочных материалов, например, СМС 20, когда необходимо ограничивать скорости резания. Такие фрезы имеют преимущества и при обработке узких поверхностей, поскольку обеспечивают достаточное число одновременно работающих пластин и, соответственно, более стабильное протекание процесса резания.
Таким образом, удовлетворительное протекание процесса резания при фрезерование зависит от достаточной толщины срезаемого слоя, которая связана с величиной подачи на зуб, а та, в свою очередь, с правильным выбором шага фрезы, исходя из диапазона возможных величин подач фрезерного станка.
На толщину срезаемого слоя при фрезеровании влияет главный угол в плане, который представляет собой угол между главной режущей кромкой пластины и направлением подачи. В основном фрезы выпускаются с главным углом в плане 45° и 90°, особый случай представляют фрезы с круглыми пластинами. Каждый тип фрез отличается по геометрии и, соответственно, при резании образует стружку различной формы.
Направление силы резания в значительной степени зависит от величины главного угла в плане. При угле в плане 90° сила резания направлена, в основном, радиально в соответствии с направлением подачи. Это означает, что обрабатываемая поверхность не подвергается большому давлению и это благоприятно для нежестких заготовок. Основная область применения таких фрез - обработка перпендикулярных уступов.
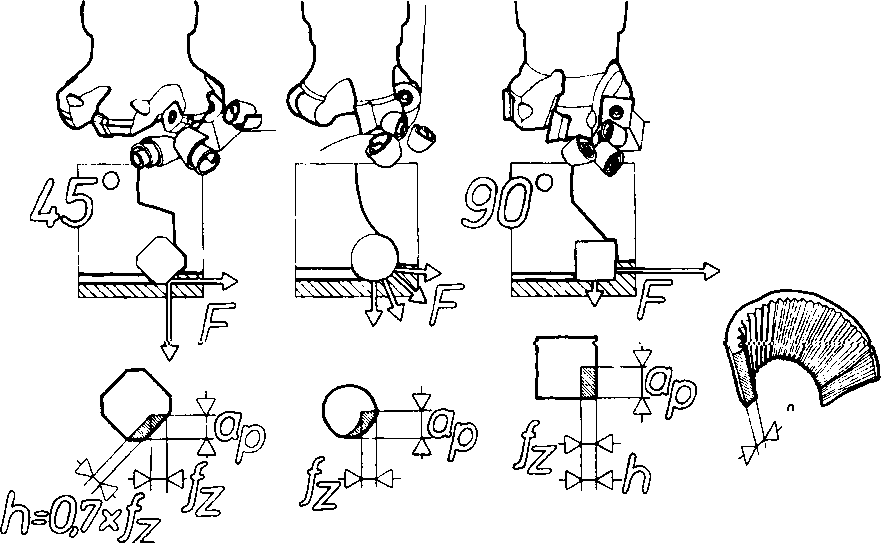
При обработке фрезой с углом в плане 45° осевые и радиальные силы резания практически одинаковы и потребляемая мощность невысока. Это фрезы универсального применения. Особенно они рекомендуются для обработки материалов, дающих элементную стружку и склонных к выкрашиваниям при значительных радиальных усилиях на выходе инструмента. При врезании инструмента меньше нагрузка на режущую кромку и меньше склонность к вибрациям при больших вылетах инструмента или при закреплении в приспособлениях с небольшими усилиями зажима.
Толщина срезаемого слоя при угле в плане 45° меньше, чем при угле в плане 90° и той же подаче на зуб, что позволяет увеличивать подачу на зуб, соответственно, и минутную подачу стола, т.е. работать с большей производительностью.
У фрез с круглыми пластинами главный угол в плане меняется от 0 до 90° в зависимости от глубины резания. Эти фрезы имеют очень прочную режущую кромку, могут работать на больших подачах стола, поскольку образуют довольно тонкую стружку на большой длине режущей кромки. Направление сил резания меняется вдоль радиуса пластины, поэтому направление суммарной нагрузки зависит от глубины резания.
Фрезы с круглыми режущими пластинами рекомендуется применять для обработки труднообрабатываемых материалов таких, как титан и сложнолегированные сплавы. Современная геометрия круглых пластин делает их более универсальными, обеспечивая стабильность процесса резания, меньшую потребляемую мощность и, соответственно, меньшие требования к жесткости оборудования. В настоящее время это фрезы широкого применения как в торцевом, так и концевом исполнении используются при снятии больших объемов металла.
.png)
Существует два способа фрезерования, определяемые направлением движения заготовки относительно вращающегося инструмента. Их принципиальное различие в толщине срезаемого слоя при врезании и выходе зубьев из зоны резания. Первый способ (1) - фрезерование по подаче или попутное фрезерование, когда направление движения заготовки и скорости резания совпадают, при этом стружка имеет максимальную толщину при врезании.
Другой способ (2) - фрезерование против подачи или встречное фрезерование, когда скорости резания и движение подачи заготовки направлены в противоположные стороны. При врезании толщина стружки равна нулю, на выходе - максимальна и происходит, в какой-то степени, процесс скобления перед началом резания.
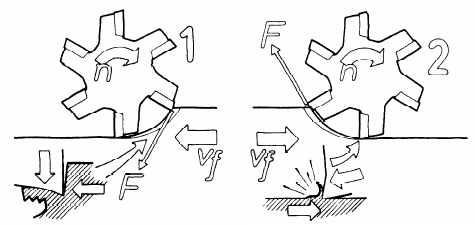
Направление силы резания - важный момент для дискового фрезерования, некоторых операций концевого фрезерования и при торцевом фрезеровании, если фреза имеет значительное смещение относительно заготовки. При попутном фрезеровании заготовка прижимается силами резания к столу станка, а при встречном отрывается от него.
С точки зрения процесса резания предпочтительнее попутное фрезерование. Встречное фрезерование рекомендуется применять при наличии люфтов в станке или каких-либо других неблагоприятных для попутного фрезерования факторах.
Возможны три основных соотношения размеров фрезы и заготовки:
- · диаметр фрезы равен ширине заготовки или несколько меньше, что обуславливает тонкую стружку при врезании и выходе или же обработка производится в несколько проходов;
- · диаметр фрезы на 30% больше ширины заготовки, что является наилучшим из вариантов;
- · диаметр фрезы значительно больше, чем ширина обработки и ось фрезы находится вне обрабатываемой поверхности.
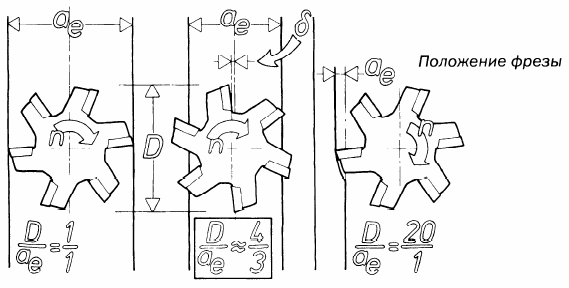
Ширина фрезерования особенно сильно влияет на выбор диаметра фрезы при обработке торцевыми фрезами. Если обработка может быть произведена только за несколько проходов, то ширина резания за каждый проход должна быть равной 4/3 диаметра фрезы. При этом формирование стружки и нагрузка на режущие кромки будут оптимальными.
Симметричное положение фрезы нежелательно
Когда диаметр фрезы несколько превышает ширину заготовки, т. е. в наилучшем случае, ось фрезы всегда следует смещать с оси симметрии заготовки. Близкое расположение оси фрезы к оси симметрии заготовки позволяет обеспечит почти наикратчайший путь зубьев фрезы в металле, хорошее формирование стружки на входе и выходе и благоприятную ситуацию относительно ударных нагрузок на пластину.
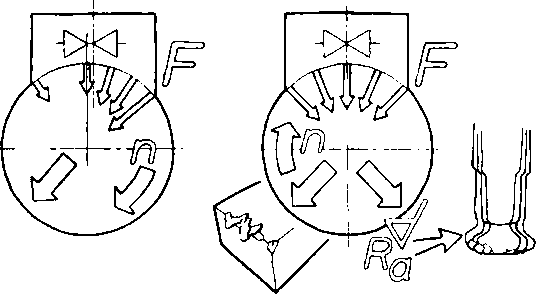
Когда ось фрезы расположена точно по оси симметрии заготовки, то закономерное изменение силы резания при врезании и выходе может привести к возникновению вибраций, которые приведут к повреждению пластин и плохой шероховатости обработанной поверхности. Небольшое смещение оси фрезы с оси заготовки приведет к стабилизации сил резания.
Каждый раз, когда зуб фрезы врезается в заготовку, пластина подвергается ударной нагрузке, величина которой зависит от сечения стружки, обрабатываемого материала и типа операции. Для процесса фрезерования очень важно обеспечить наилучший контакт режущих кромок с обрабатываемым материалом при входе и выходе каждого зуба, что достигается за счет правильного положения фрезы.
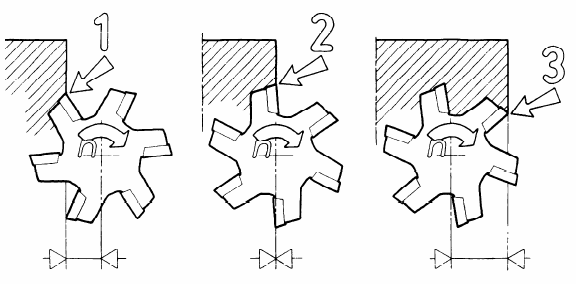
В первом случае (1) ось фрезы значительно смещена от края заготовки и удар при врезании приходится на вершину пластины, которая является самой чувствительной частью инструмента. Последней из зоны резания выходит также вершина пластины, нагрузка мгновенно прекращается, что создает своеобразный разгрузочный удар.
Во втором случае (2) ось фрезы расположена над краем заготовки. Пластина выходит из зоны резания, когда толщина стружки максимальна. При таком положении фрезы возникают ударные нагрузки при входе и выходе.
В третьем случае (3) центр фрезы находится над обрабатываемой поверхностью и довольно далеко от ее края. Первоначальный контакт с обрабатываемой заготовкой происходит в некотором отдалении от чувствительной вершины пластины, При выходе из зоны резания пластина освобождается от нагрузки постепенно.
Неблагоприятный выход из резания
Следует отдельно рассмотреть условия выхода каждого зуба из зоны резания, поскольку это имеет большое значение для процесса обработки. В конце процесса резания незначительное количество еще не срезанного материала может уменьшить задний угол. Возникновение растягивающего усилия вдоль поверхности пластины в момент схода стружки очень неблагоприятно, так как может привести к поломке пластины (твердый сплав плохо работает на растяжение), а также к образованию заусенца на обрабатываемой детали.
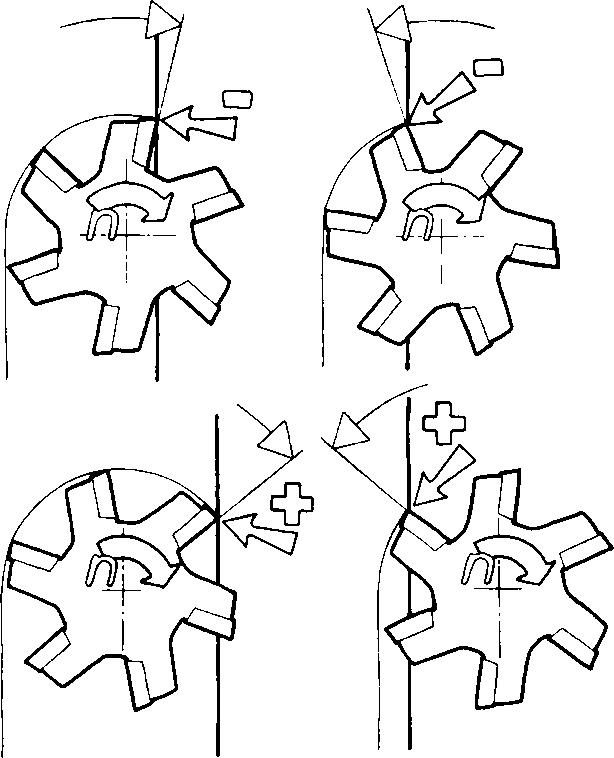
Ситуация становится критической, если центр фрезы совпадает или близко расположен к краю заготовки. При выходе зуба из резания угол между передней поверхностью пластины и краем заготовки должен быть благоприятен для состояния режущей кромки, а не способствовать ее разрушению.
Большие трудности возникают при наличии раковин в обрабатываемой заготовке. Приходится применять пластины с более прочной режущей кромкой или даже выбрать фрезу другого диаметра или шага. Каждая фрезерная операция должна быть внимательно проанализирована для того, чтобы выбрать наилучшую фрезу и пластины к ней.
Для фрезерования, как и для всех операций металлообработки, для обеспечения высокой производительности, стойкости и качества деталей, стабильность процесса является решающим фактором.
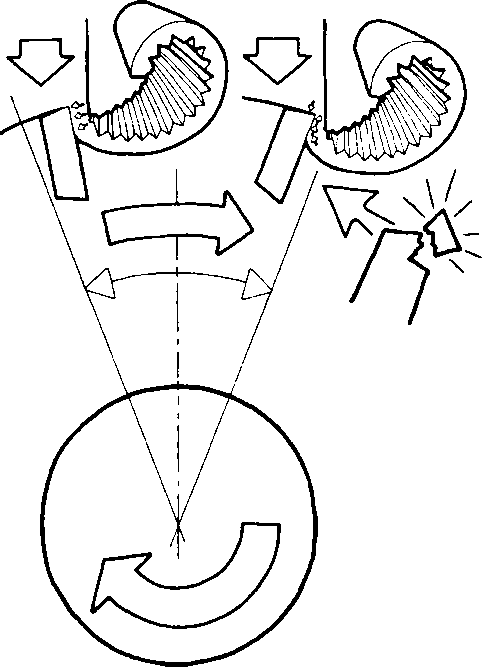
Неблагоприятное положение режущей кромки относительно края заготовки при выходе из зоны резания создает дополнительную нагрузку на вершину пластины, что нередко приводит к ее сколам.
Рекомендации для улучшения результатов фрезерования:
• убедитесь, что для выбранного диаметра фрезы обеспечивается необходимая мощность и жесткость станка
• производите обработку с минимально возможным вылетом инструмента
• при выборе шага фрезы стремитесь, с одной стороны, чтобы не возникали вибрации, т.е. в работе не находилось одновременно слишком много зубьев, а с другой стороны, для обеспечения плавности процесса резания при обработке узких поверхностей и заготовок с раковинами, чтобы зубьев не было слишком мало
• убедитесь, что толщина срезаемого слоя при выбранной подаче на зуб не приведет к интенсивному износу инструмента
• по возможности используйте попутное фрезерование
• используйте пластины с положительной геометрией для мягкого резания и снижения потребляемой мощности
• выбирайте диаметр фрезы, учитывая ширину обработки
• выбирайте правильный главный угол в плане (наиболее универсален угол 45°)
• правильно размещайте фрезу относительно заготовки
• используйте охлаждение только при необходимости, обычно фрезерование лучше производится без него
• следуйте указаниям по эксплуатации фрезы и контролируйте износ инструмента
Выбор фрезерного инструмента
Фрезерным инструментом выполняется большое число операций, особенно в настоящее время, когда фрезы стали более универсальными и могут обеспечивать очень высокую точность обработки. Фрезы как многолезвийные инструменты, оснащенные пластинами с положительной геометрией и из современных марок твердых сплавов, обеспечивают высокую производительность обработки при эффективном использовании времени.
Основные виды поверхностей, обрабатываемые фрезерованием: плоскости, поверхности с прямоугольными уступами, канавки, пазы, полости, фаски, фасонные профили. Для каждого сочетания обрабатываемого материала и конфигурации детали обычно можно выбрать несколько вариантов инструмента.
В каталоге можно найти торцевые фрезы, фрезы для обработки прямоугольных уступов, дисковые трехсторонние и концевые фрезы.
Выбор фрезы даже по типу не всегда однозначен, поскольку области их применения пересекаются. Перед выбором надо ознакомиться с требованиями по точности, производительности и надежности, предъявляемым к операции, для того, чтобы четко уяснить, какие конечные результаты ожидаем получить.
Выбор инструмента для фрезерования начинается с выявления следующих моментов: деталь, тип операции и станок, которые определяют тип фрезы, при этом следует внимательно рассмотреть несколько альтернативных возможностей для достижения наибольшей эффективности выполнения операции.
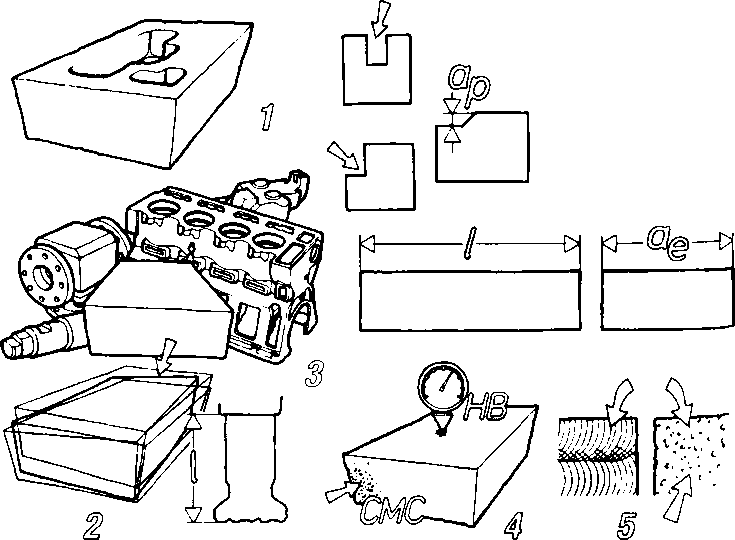
Заготовки, подвергаемые фрезерной обработки, варьируются от огромных монолитных блоков из высокопрочных сталей до маленьких осей, где надо отфрезеровать плоскую лыску, от тонкостенных чугунных блоков до литья, где необходимо обработать внутренние полости.
При выборе фрезы необходимо учитывать следующие факторы:
- размеры и конфигурация поверхностей подлежащих обработке и требования к ним
- жесткость детали и приспособления для ее закрепления
- необходимый вылет инструмента
- тип обрабатываемого материала, твердость и состояние
- наличие предварительной обработки как механической, так и термической
Станок, предназначенный для выполнения операции, в значительной мере влияет на выбор инструмента. Однако, можно выбрать такой инструмент, который компенсирует недостатки станка.
Характеристики станка, которые необходимо проанализировать:
- · число оборотов шпинделя, величины подач, крепление инструмента, мощность
- · состояние шпинделя станка, подшипниковых опор, направляющих
- · точность перемещения по осям
- · возможные ограничения
Производимая операция может быть черновой, когда необходимо удалить металл с высокой производительностью, или чистовой, когда наиболее важно обеспечить требуемую точность и шероховатость. При торцевом фрезеровании, когда правильно выбрана фреза, производительность, как правило, ограничивается возможностями станка. Можно выбрать для черновой обработки и фрезу с круглыми пластинами, которая достаточно универсальна и позволит также достичь требуемых параметров по шероховатости обрабатываемой поверхности. Диаметр фрезы выбирается, исходя из ширины фрезерования. Другие важные для выбора инструмента факторы - непрерывная или прерывистая поверхность, требования по условиям входа и выхода пластин из зоны резания, а также использование охлаждения.
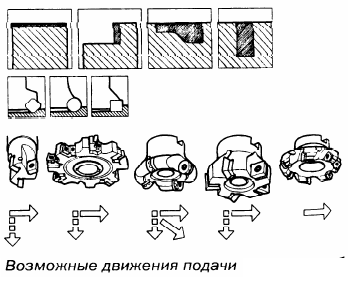
Характеристики станка включают в себя следующие параметры: число оборотов шпинделя, величины подач стола, количество координат, мощность. Большое значение имеет состояние станка, его жесткость, состояние подшипников, прямолинейность движения суппортов, наклон и биение шпинделя. Для жесткости важно также состояние зажимных приспособлений и их точность. Правильный их выбор и эксплуатация напрямую сказываются на производительности и точности.
Чаще всего фрезеруются плоские поверхности, поверхности с прямоугольными уступами, полости и пазы. По каталогу можно выбрать фрезы для всех указанных видов фрезерования. Сначала выбирается тип фрезы и тем самым определяются возможные направления рабочей подачи с учетом требований по главному углу в плане, если производится обработка уступов или фасок.
Для простого торцевого фрезерования лучше всего выбрать фрезу с углом в плане 45°, которая на высоких подачах обеспечивает хорошую чистоту обработки. Выбор диаметра фрезы производится, исходя из ширины обрабатываемой поверхности, мощности станка и возможности закрепления ее на станке. Большинство обрабатывающих центров и универсальные токарные станки не пригодны для работы фрезами больших диаметров, часто диаметр 63 мм является для них максимальным. В таких случаях широкие поверхности обрабатываются за несколько проходов, при чем ширина, срезаемая за каждый проход выбирается так, чтобы диаметр фрезы превышал ее на 30%
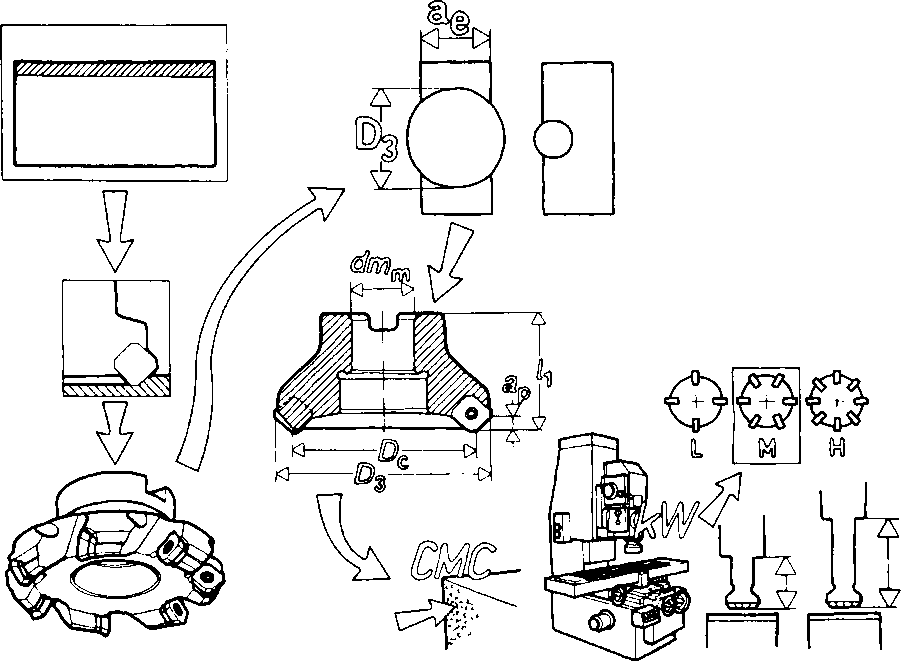
Как обычно, сначала выбирается фреза с нормальным шагом, хотя возможны альтернативные варианты с крупным или мелким шагом. Подача на зуб выбирается в диапазоне от 0,10 до 0,28 мм/зуб в зависимости от конкретных условий выполнения операции. Учитывая жесткость, мощность станка, необходимый вылет инструмента и обрабатываемый материал, иногда вносят коррективы в шаг фрезы.
Затем приступают к выбору режущей пластины, в данном случае для фрезы с главным углом в плане 45°. Фрезы используют квадратные пластины с фасками при вершинах. При выборе геометрии решающим является материал обрабатываемой детали, глубина резания и подача.
Из трех возможных геометрий пластины универсальной геометрии М пригодны для широкого диапазона операций как с наличием корки на поверхности заготовки, так и без нее.
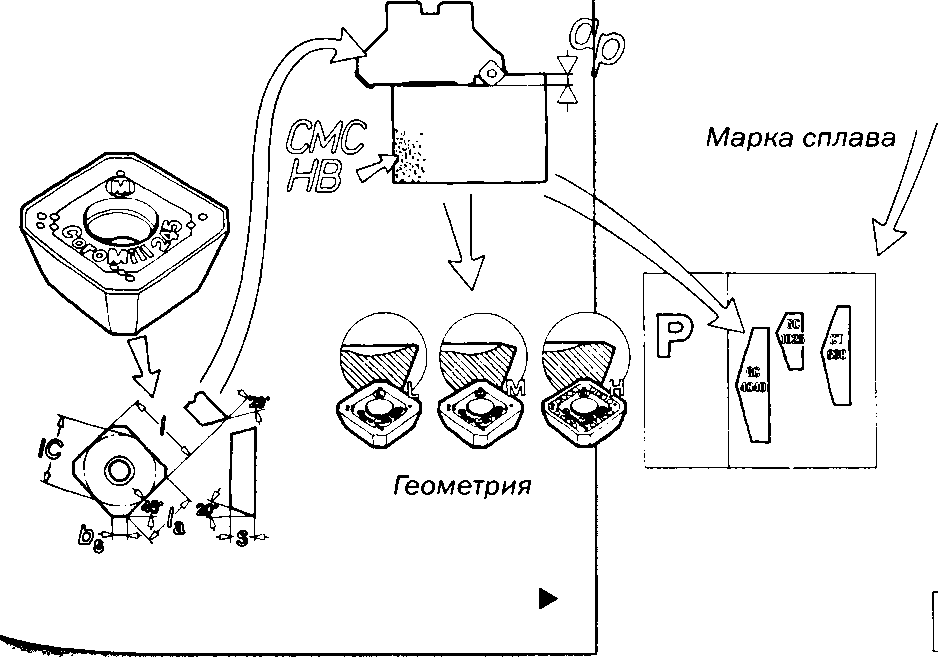
Выбор материала режущей пластины производится в зависимости от обрабатываемого материала, особенностей операции и условий обработки.
Параметры режима резания можно выбрать в каталоге, где для каждого инструмента представлены варианты скорости резания, глубины резания и подачи на зуб. Начальное значение представлено на диаграмме, показывающей область применения в отношении скорости резания и подачи на зуб для определенной геометрии пластины и марки сплава. Начальное значение можно затем оптимизировать в соответствии с главными определяющими факторами операции: шероховатость поверхности, твердость материала заготовки и снижение вибраций.
Выбор параметров режима резания напрямую влияет не только на качество детали, но и на производительность и стойкость инструмента при фрезеровании. Наряду с подачей на зуб, которая, как рекомендуется, должна быть около 70 % от длины параллельной фаски при вершине пластины, скорость резания влияет на шероховатость поверхности и для достижения наилучших результатов должна оставаться в рекомендованных пределах. Применение охлаждения необязательно, т. к. оно обычно оказывает негативное влияние на стойкость инструмента.
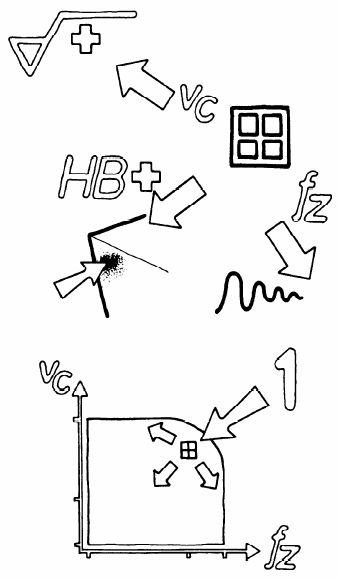
При выборе инструмента для фрезерования необходимо учитывать:
- тип операции
- условия обработки
- конструкция детали
- тип станка, мощность, вспомогательный инструмент
- тип фрезы
- главный угол в плане
- диаметр
- шаг
- геометрия пластины и марка сплава
- жесткость
- зажимное приспособление
- охлаждение
- параметры режима резания
- объем снимаемого металла
- стойкость инструмента
- надежность производства
- резание прерывистое или непрерывное
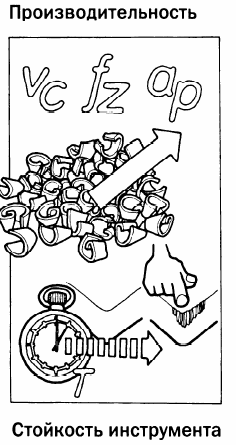
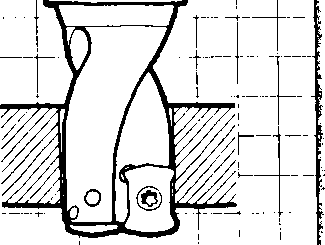
Сверление - одна из наиболее часто встречающихся операций металлообработки. Однако, здесь чаще всего используются устаревшие инструменты. Много времени теряется при использовании спиральных сверл из быстрорежущей стали с устаревшей геометрией. Очень часто этот инструмент работает вместе с современными резцами и фрезами на новейших станках. Такое соседство снижает производительность и эффективность выполнения обработки.
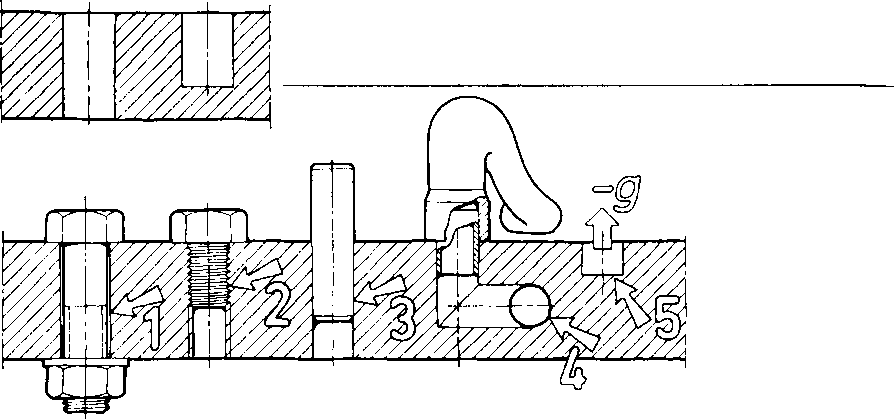
Сегодня нет необходимости смешивать новый и устаревший инструмент. Существует множество современных сверл из твердого сплава и быстрорежущей стали, а также сверл с неперетачиваемыми пластинами, которые преображают операцию сверления.
Практически каждая деталь имеет одно или несколько отверстий. В основном сверление сегодня производится на токарных станках с ЧПУ или обрабатывающих центрах. Специальные сверлильные станки встречаются всё реже и реже. В машиностроении существует несколько основных видов отверстий: крепежные отверстия без резьбы, отверстия с резьбой, точные посадочные отверстия, отверстия - каналы для чего-либо, балансировочные отверстия. Отверстия также делятся на сквозные и глухие. Естественно, сверление различных отверстий предъявляет свои требования к инструменту и методам обработки.
Существует четыре основных фактора, которые всегда необходимо учитывать при обработке отверстий:
• отношение диаметра (D) отверстия и его глубины (L)
• требуемая точность и качество обработанной поверхности
• тип материала заготовки, его твердость и состояние
• состояние станка и его возможности
Эти факторы влияют на выбор и способ сверления. Как и в других случаях металлообработки, жесткость станка и заготовки имеют большое значение.
Диаметр отверстия накладывает определенные ограничения на выбор типа сверла. Самое маленькое сверло с неперетачиваемыми пластинами имеет диаметр 12,7 мм. Для сверления меньших отверстий нужно использовать цельные спиральные сверла. Любые отверстия большего диаметра можно просверлить сверлами с неперетачиваемыми пластинами. Режущая кромка на таком сверле образована несколькими пластинами, поэтому она формирует практически плоское дно отверстия.
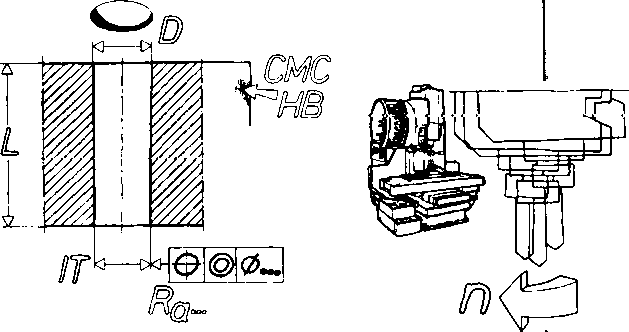
Глубина отверстия также важный фактор. Точнее, соотношение глубины к диаметру отверстия сильно влияет на выбор сверла и метод обработки. Чем меньше это соотношение, тем лучше. Длинным нежестким сверлом сложнее получить прямолинейное отверстие с высоким качеством обработанной поверхности и гарантированным удалением стружки.
Основные параметры режима резания при сверлении такие же, что при точении и фрезеровании:
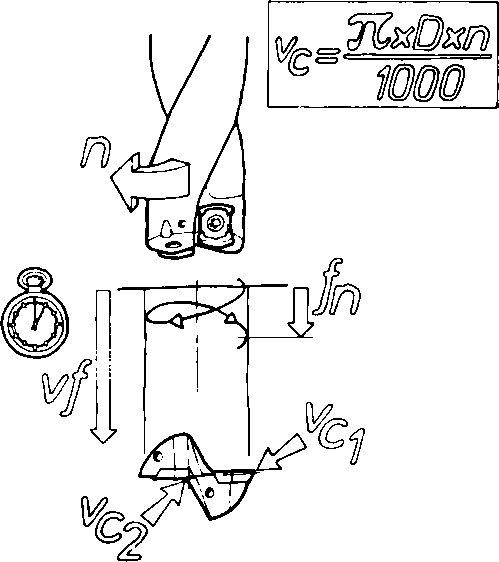
• частота вращения шпинделя (n), в об/мин
• скорость резания (vc) - скорость перемещения режущей кромки относительно обрабатываемой поверхности, в м/мин. Скорость резания изменяется вдоль режущей кромки от максимума на периферии до нуля на оси сверла. Скорость резания для периферийной пластины - vd. Скорость резания сверла в центре - (vc2)
• подача на оборот (fn) - другая важная величина для правильного применения сверла и использования его возможностей. Сочетание подачи и скорости резания влияет на стойкость и сружкообразование. Начальные значения этих величин приводятся в каталогах.
• осевая минутная подача (vf) - скорость проникновения сверла в заготовку, в мм/мин
Смазывающе-охлаждающая жидкость
Расход и давление смазывающе-охлаждающей жидкости (СОЖ) чрезвычайно важны для работы современного высокопроизводительного сверла. При сверлении образуется большое количество стружки, которую надо быстро удалять из отверстия. Необходимо, чтобы во время работы сверла давление и расход СОЖ были достаточными для того, чтобы уносить образующуюся стружку по стружечным канавкам в корпусе сверла.
Режущим кромкам сверла необходимо охлаждение из-за высоких температур в зоне резания. В отличие от точения и фрезерования, стружка при сверлении не должна уносить с собой тепло. СОЖ должна охлаждать стружку так, чтобы она не имела внешних признаков нагрева.
Подача СОЖ производится по внутренним каналам в корпусе сверла, которые имеют выход на торце. Жидкость подводится к сверлу через специальную державку, неподвижную или вращающуюся, в зависимости от применения на токарном станке или обрабатывающем центре.
СОЖ - расход и давление
Количество и давление СОЖ необходимо рассчитывать. Расход должен измеряться на торце сверла, где находятся режущие кромки. Рекомендации по объему подачи СОЖ в зависимости от диаметра сверла представлены на диаграммах в каталогах, однако общим правилом можно считать величину подачи СОЖ в литрах равной диаметру сверла в миллиметрах. Это значит, что для сверла диаметром 20 мм необходимо 20 л СОЖ в минуту.
Также нужно контролировать давление СОЖ на торце сверла, т.к. потери давления присутствуют в трубопроводах на пути СОЖ к режущим кромкам. Рекомендуемые минимумы давления в зависимости от диаметра сверла приведены на диаграмме. Давление также можно проверить при горизонтальном расположении сверла. Струя жидкости в этом случае должна быть горизонтальной на расстоянии не менее 30 см от режущих кромок.
Сверла меньшего диаметра нуждаются в большем давлении и меньшем объеме СОЖ, чем сверла большего диаметра. Так сверло с неперетачиваемыми пластинами диаметром 12,7 мм нуждается в давлении 0,35 МПа, а сверло диаметром 50 мм - около 0,25 МПа. Современные станки с ЧПУ как правило, обеспечивают такие требования по объему и давлению, но перед работой их все же необходимо проверить и отрегулировать.
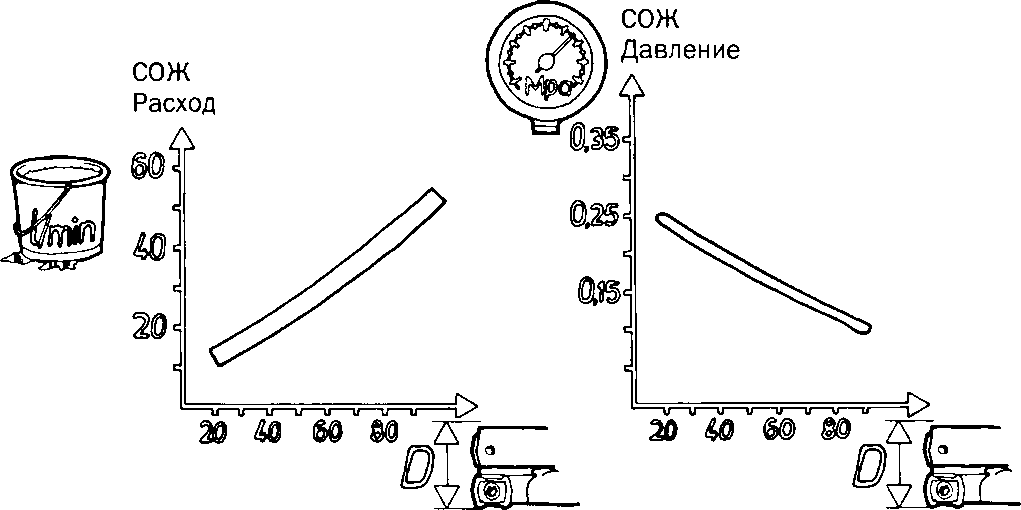
Увеличить давление СОЖ можно простыми способами, например, при помощи сжатого воздуха или добавлением дополнительного насоса и большого бака для СОЖ. Сверла большого диаметра требуют большого количества охлаждающей жидкости, поэтому бак должен вмещать объем в 5-10 раз больший, чем требуется СОЖ в минуту.

Применение сверл с неперетачиваемыми пластинами
Конструкция сверла с неперетачиваемыми пластинами основана на конструкции спирального сверла, но это единственное сходство. Сверла с неперетачиваемыми пластинами спиральной конструкции имеют большую жесткость, что гарантирует минимальный увод сверла при достаточно высоких подачах и обеспечивает высокую точность отверстия. Стандартные сверла изготавливаются в различных исполнениях для оптимальной работы при сверлении отверстий разной глубины - 2, 3 и 4 диаметра сверла для диапазона диаметров 12,7-58 мм. Данные сверла являются самоцентрирующимися.
Режущая кромка составлена из 2-х или более пластин, перекрывающих друг друга. Конструкция пластин оптимизирована в зависимости от положения пластины на сверле (на периферии или в центре) и требований к обработке. Изготавливаются пластины прямоугольного типа - LCMX, или треугольного - WCMX, с универсальной геометрией -53 из твердого сплава соответствующего операции. Сверла изготавливаются с различными типами хвостовиков.
Сверло с неперетачиваемыми пластинами - универсальный инструмент с точки зрения особенностей операции, обрабатываемого материала и условий обработки. Пластины универсальных геометрий и сплавов обеспечивают высокую производительность и надежность при сверлении большинства материалов. Однако, для достижения высокой производительности и качества обработки необходимо помнить о нескольких моментах.
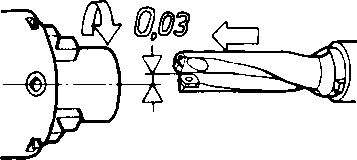
Центрирование сверла. Неправильное центрирование неподвижного сверла по отношению к оси вращения заготовки отрицательно сказывается на стойкости сверла. Операция будет производиться с неполным вовлечением в работу всех режущих кромок, что приводит к неточности размера отверстия. Для обеспечения точности обрабатываемого отверстия отклонение от соосности сверла и заготовки должно быть в пределах 0,03 мм.
На токарном станке сверло, как правило, устанавливается горизонтально. При этом следует устанавливать его так, чтобы передняя поверхность периферийной пластины была параллельна оси поперечного перемещения суппорта.
Важно не допускать нахождения режущей кромки центральной пластины в стороне от оси вращения заготовки, иначе в центре образуется сердечник, который может привести к поломке сверла.
Сверла также могут обрабатывать отверстия, отличающиеся по диаметру от номинального диаметра сверла. Радиальная регулировка в пределах определенного диапазона для каждого диаметра сверла обеспечивает точность и возможность получения отверстий разных диаметров. Для неподвижного сверла регулировка производится простым перемещением сверла в радиальном направлении. Для вращающегося сверла существует специальная регулируемая державка, позволяющая производить регулировку с высокой точностью и обрабатывать отверстия большего размера, чем диаметр сверла.
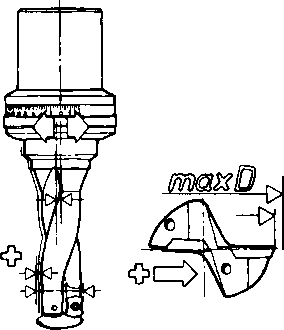
Неподвижное сверло способно растачивать отверстия и обрабатывать фаски. Также имеется возможность обработки конусных отверстий. Сверло может расточить отверстие после того, как было произведено сверление, причем это может быть произведено после вывода сверла из отверстия, либо уже на обратном ходу при выводе сверла. В качестве подготовки к нарезанию резьбы сверло обрабатывает фаски.
Глубина расточки должна соответствовать рекомендациям, при этом передняя поверхность периферийной пластины всегда должна быть параллельна оси поперечного перемещения суппорта (оси X).
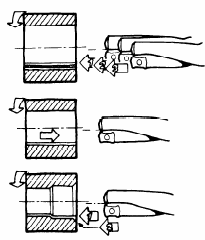
Засверливание и выход сверла из заготовки
В некоторых случаях для обеспечения надежности работы необходимо корректировать подачу сверла. Это касается случаев, когда поверхность, на которой будет производиться сверление, криволинейная или сверло пересекает просверленное ранее отверстие.
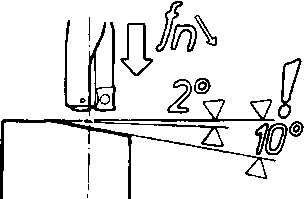
Если поверхность, в которую засверливается сверло, наклонена под углом больше 2° и не перпендикулярна оси сверла, рекомендуемую подачу следует уменьшить на треть. Для углов наклона больше 10° требуется снижать подачу еще больше и использовать как можно более короткое сверло.
Если поверхность заготовки прерывистая, с выступами и впадинами, подачу нужно уменьшить приблизительно до 0,45 мм/об до тех пор, пока периферийная режущая кромка не вступит в работу. Засверливание в прерывистую поверхность и выход сверла из нее без снижения подачи может привести к выкрашиванию пластин.
Вогнутые поверхности также неудобны для сверления, поскольку в начале работает только периферийная пластина. Вершина сверла может отклониться от оси, поэтому подачу также следует уменьшить на треть от рекомендуемой. Выпуклые поверхности более предпочтительны, т. к. сверло начинает работать центральной пластиной.
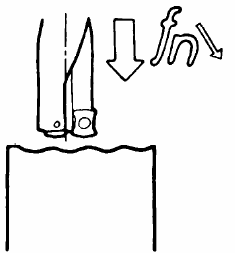
Если будет производиться рассверливание уже существующего отверстия, то его диаметр не должен превышать четверти диаметра сверла. В противном случае сверло может отклониться в сторону. Для обеспечения точности и качества поверхности в этом случае также необходимо несколько снизить подачу.
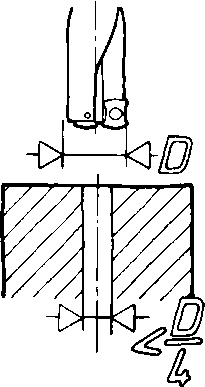
При сверлении деталей с уже имеющимися отверстиями, которые сверло будет пересекать при работе, подачу нужно также снижать. Во время пересечения отверстия подача должна быть уменьшена на треть от рекомендованных значений.
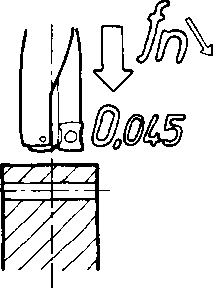
При обработке ступенчатых отверстий в начале следует просверлить большие отверстия, а затем меньшие. Если отверстие имеет две ступени, то самое большое отверстие следует сверлить последним.
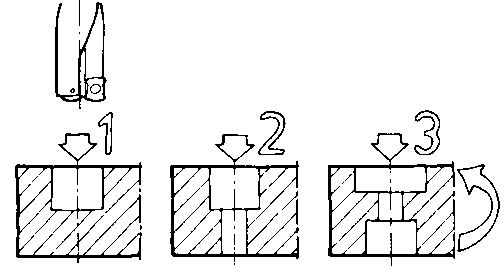
- отношение глубины к диаметру отверстия
- требуемые точность и шероховатость обработанной поверхности
- материал заготовки, его твердость и состояние
- характеристики станка
Обработка металлов резанием производится режущим лезвием. Именно здесь при срезании припуска образуется стружка, «обнажая» готовую деталь. Для процесса резания необходимо, чтобы материал инструмента был тверже обрабатываемого материала и сохранял свою твердость при высоких температурах. Фактически, сменные многогранные пластины (СМП) - это комбинация инструментального материала и режущей геометрии. Любая обработка настолько хороша, насколько хорошо режущее лезвие и способ его применения.
У инструментального материала есть три основные характеристики, определяющие способность работать на высоких скоростях и с большими подачами: износостойкость, прочность и способность сохранять твердость и химическую стабильность при повышенных температурах (красностойкость).
Инструментальные материалы постоянно развиваются. Они - результат исследований, которые велись на протяжении всего двадцатого века, особенно интенсивно с тридцатых годов. Деталь, которая обрабатывалась в 1900 году 100 минут, сегодня обрабатывается меньше минуты. Не будет преувеличением сказать, что развитие инструментальных материалов стало основой для современной промышленности.
Сегодня существуют материалы, максимально оптимизированные для конкретного применения, которые обработают конкретную заготовку при заданных условиях наиболее эффективно. Это касается не только новых инструментальных материалов, но и быстрорежущих сталей, которые стали работать в несколько раз быстрее. Но не быстрорежущие стали привели к бурному развитию металлообработки.
Факторы, влияющие на инструмент
По сути, инструмент режет металл потому, что он тверже заготовки и у него есть режущий клин. Но добиться высокой производительности не так то просто. Выбор инструмента для конкретной операции осуществляется по нескольким критериям.
Тип операции - черновая или чистовая, условия обработки - с ударами или без, величина припуска. Заготовка характеризуется типом материала, его структурой, твердостью, прочностью, однородностью, наличием корки и каких- либо включений.
Для станка важны: его состояние, мощность, жесткость, скоростные возможности. Также следует обращать внимание на закрепление заготовки. Параметры режимы резания влияют на температуру в зоне резания и нагрузки на режущую кромку, а следовательно, на инструментальный материал.
Требуемая точность изготовления и качество обработанной поверхности влияют на выбор инструментального материала, поскольку разные материалы дают разное качество обработки.
Общая жесткость системы СПИД (станок-приспособление-инструмент- деталь) определяет насколько прочной должна быть режущая кромка, чтобы выдерживать влияние сил резания. Поэтому во многих случаях приходится исключать применение хрупких инструментальных материалов.
Правильный выбор инструментального материала - ключевой момент в достижении максимальной эффективности производства. Простои оборудования при смене изношенного или сломанного инструмента снижают показатели производительности, поэтому необходимо точно подбирать материал инструмента. Ни один инструментальный материал не выдерживает ВСЕХ требований предъявляемых условиями обработки. Однако, твердый сплав способен работать на различных операциях в широком диапазоне условий обработки.
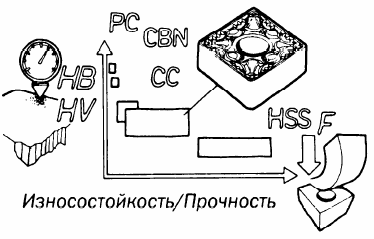
Твердый сплав - это инструментальный материал, состоящий из твердых зерен карбидов, соединенных связкой. Твердый сплав имеет прекрасное сочетание свойств с точки зрения металлообработки. Он занимает лидирующую позицию в большинстве процессов резания металлов.
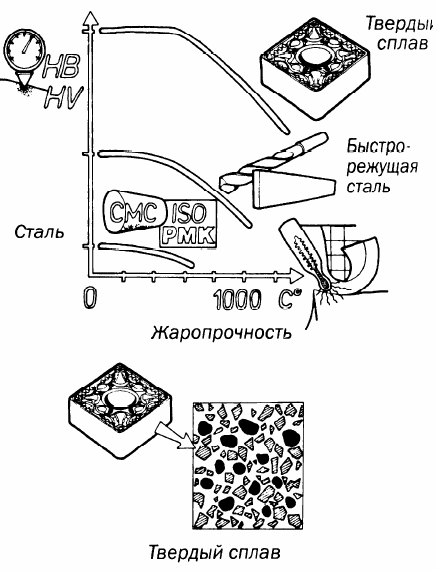
Наибольшие возможности по применению, на данный момент, у твердого сплава с износостойким покрытием. Твердые сплавы с покрытием используются, в основном, для обработки алюминия, а также в исключительных случаях.
Являясь продуктом порошковой металлургии, твердый сплав изготавливается из набора карбидов металлов и связки. Основное свойство карбидов - их твердость. Основными карбидами для изготовления твердых сплавов являются: карбид вольфрама (WC), карбид титана (TiC), карбид тантала (ТаС), карбид ниобия (NbC). В качестве связки обычно служит металлический кобальт (Со). Кроме того, зерна карбидов способны соединяться друг с другом и не требуют применения большого количества связки. Размер зерна карбидов варьируется в пределах от 1 до 10 мкм, а их доля в объеме твердого сплава составляет от 60 до 95%.
Различные твердые сплавы значительно отличаются друг от друга по своим свойствам: одни тверже, другие прочнее. Сплавы, применяемые для производства режущих пластин, различаются по следующим признакам:
• тип и размер зерна
• тип и количество связки
• тип покрытия
• технология производства
• количество примесей
Высокое содержание карбидных зерен делает твердый сплав более износостойким, имеющим большую твердость и предел прочности на сжатие. Увеличение доли металлической связки придает твердому сплаву изгибную прочность. Изгибная прочность означает для твердого сплава способность противостоять развитию трещин, она обратно пропорциональна твердости и больше у сплавов с большим содержанием связки. Таким образом, большой размер зерен карбидов и большое количество связки создают прочный твердый сплав, а сплав с высокой твердостью получается из мелких зерен карбидов с небольшим количеством связки.
В сравнении с обрабатываемыми материалами, например, со сталью, твердые сплавы имеют большую твердость, большую прочность на сжатие, но меньший предел прочности на растяжение. Плотность твердого сплава в среднем вдвое больше, чем плотность стали. Жесткость твердого сплава выше, чем у стали, модуль упругости которой вдвое больше.
Поэтому твердый сплав является прекрасным инструментальным материалом. Несмотря на то, что при высоких температурах твердость и прочность твердого сплава несколько уменьшаются, он обеспечивает работу при высоких скоростях резания. Величины и диапазон значений прочности, энергии хрупкого разрушения, предела прочности на разрыв и ударной вязкости позволяют режущему лезвию надежно работать при различных условиях, при обработке различных материалов.
При высоких температурах в зоне резания свойства твердого сплава приближаются к свойствам заготовки. Однако, даже в этих условиях твердый сплав способен выполнять резание.
В настоящее время большинство твердых сплавов имеют покрытие. Такие сплавы доминируют в токарной обработке, составляя три четверти от общего объема потребления. Современный твердый сплав с покрытием претерпел много изменений и усовершенствований с момента первого применения. В последние годы, сплавы с покрытием получили распространение в сверлении и фрезеровании разных групп материалов.
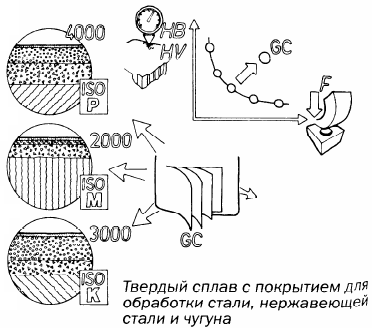
Карбид титана и оксид алюминия являются чрезвычайно твердыми материалами. Они обеспечивают износостойкость, обладают химической инертностью и поэтому создают химический и термический барьеры между инструментом и обрабатываемым материалом. Нитрид титана не такой твердый материал, но он обеспечивает низкий коэффициент трения на поверхности инструмента и стойкость к кратерному износу. Кроме того, нитрид титана обладает привлекательным золотым цветом.
Различные комбинации покрытий обеспечивают твердым сплавам широкий диапазон применения благодаря большей износостойкости, а также химической инертности к обрабатываемому материалу. Красностойкость как свойство материала не изменяется наличием покрытия. Однако, низкая теплопроводность покрытия не позволяет теплу проходить в основу твердого сплава. Трение и внешний вид также имеют значение. Некоторые пластины имеют золотой цвет, другие серые или черные, в зависимости от верхнего слоя покрытия.
Карбонитрид титана является прекрасной связкой, обладает износостойкостью и поэтому используется в качестве связки между основой сплава и покрытием.
Покрытия на твердом сплаве очень тонкие, обычно общая толщина покрытия составляет 2-12 мкм, чрезмерная толщина может вызвать отрицательные эффекты.
Пластины с покрытием являются первым выбором почти для всех операций точения, фрезерования и сверления для обработки большинства материалов.
Твердые сплавы с покрытием и без него, различные обрабатываемые материалы, различные варианты применения и виды операций создают огромное количество комбинаций. Твердые сплавы описываются их производителем, но необходима их классификация с точки зрения операции, где они применяются, условий работы и обрабатываемого материала. Каждый сплав перекрывает некоторый диапазон применения для конкретной операции по данному материалу. Графически эти зоны выглядят как прямоугольники с указанием середины диапазона применения, что означает условия наиболее благоприятные для применения сплава.
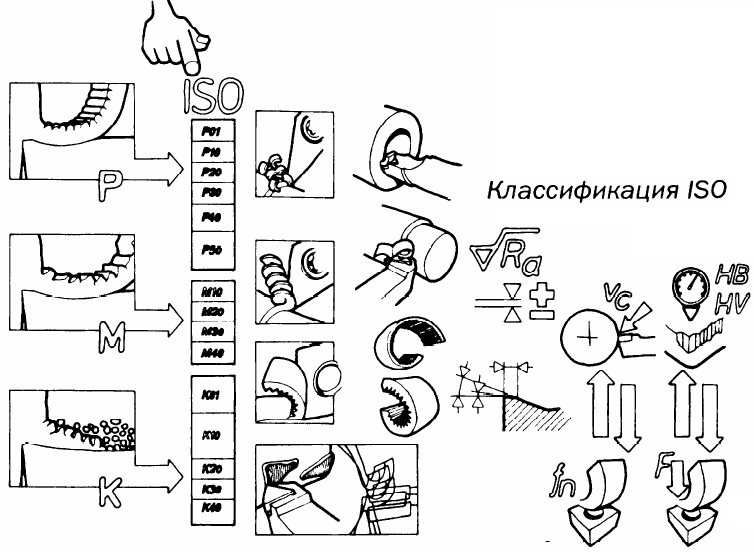
Предназначение классификации ISO - создание системы обозначения твердых сплавов, облегчающей выбор сплава для того, кто его применяет. Однако, несколько твердых сплавов могут иметь один код применения, без указания особенностей каждого сплава.
Например, твердый сплав с обозначением Р10 может быть твердым сплавом без покрытия на основе карбида вольфрама с мелким или крупным зерном. Или сплав Р10 может иметь покрытие различного состава и толщины. Также код Р10 может иметь кермет, который опять же является другим инструментальным материалом. Поэтому, раз нет описания продукта, то нет возможности определения величин, касающихся применения сплава. Обозначение Р10 без конкретных величин приведет к огромному количеству вариантов применения и большому количеству проблем. Различия в работе разных сплавов могут привести к значительным различиям в себестоимости обработки.
Поэтому классификация ISO - это начальный этап выбора инструмента для конкретного применения. Она предоставляет информацию по всем возможным вариантам. После этого необходимо получить более подробную информацию по выбранным сплавам. Затем операция должна быть описана и просчитана в соответствии со свойствами каждого инструментального материала, а также проведены необходимые тесты. Анализ должен привести к наиболее оптимальному выбору, обеспечивающему наименьшую стоимость обработки.
Классификация ISO имеет три основных группы обрабатываемых материалов:
Синяя группа - Р - материалы образующие сливную стружку, в основном стали.
Желтая группа - М - материалы образующие сегментную стружку, более труднообрабатываемые, например, нержавеющие стали.
Красная группа - К – материалы образующие стружку скалывания, в основном.чугуны.
Каждая область имеет цифровой ряд, обозначающий условия обработки от черновой до чистовой. Ряд начинается с 01 что соответствует суперфинишному точению или растачиванию на высоких скоростях резания без ударных нагрузок, с небольшой подачей и глубиной резания. Далее цифровое обозначение идет через чистовую, получистовую обработку к средним условиям работы, которые обозначаются как 25, и далее до 50, что соответствует черновой обработке на низких скоростях резания с высокими нагрузками на режущую кромку. Требования к износостойкости и прочности изменяются в зависимости от области применения. Область 01 требует износостойкости, а 50 - максимальной прочности.
Твердый сплав - продукт порошковой металлургии, производится в тщательно контролируемом технологическом процессе. Структура и состав сплава важны для конечного качества продукта и, следовательно, для эксплуатационных свойств. Количество посторонних включений и нежелательных фаз сокращают до крайне низкого уровня, т. к. они негативно влияют на качество. Естественно, процесс производства твердого сплава сегодня значительно отличается от того, что было вчера.
Производство твердого сплава включает следующие основные стадии:
1. производство порошка,
2. прессование заготовок,
3. спекание,
4. обработка пластин,
5. нанесение покрытия.
Основной материал для производства твердого сплава - вольфрамовая руда. Вольфрамовый порошок получается из оксида вольфрама, восстановленного химически из руды. Различные условия получения вольфрама влияют на размер отдельных зерен порошка. Партии вольфрамового порошка разного размера поступают на стадию производства карбида вольфрама. Порошки вольфрама и углерода тщательно взвешиваются и перемешиваются. Затем смесь загружается в печи, где в нейтральной атмосфере вольфрам и углерод соединяются в карбид вольфрама. Прежде чем продолжить путь по технологической цепи, карбид проверяется на содержание чистого углерода, на кристаллическую структуру и размер зерна.
Используя разные типы порошков карбида вольфрама, возможно изготавливать различные сплавы с хорошей повторяемостью свойств, оптимизированных для конкретного применения. Также производятся карбиды титана, тантала и ниобия. Карбиды и кобальт являются исходными материалами для производства твердых сплавов.
Прессование смесей в заготовки пластин производится на прессах одинарного или двойного действия в брикетирующих штампах. Во время прессования заготовка приобретает свою форму, но не размеры. Это происходит из-за того, что в заготовке около 50% связки-пластификатора. Пластификатор испаряется во время спекания, что приводит к усадке заготовки и уменьшению линейных размеров на 17-20%
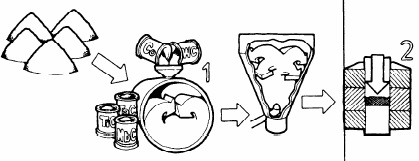
Прессованная заготовка имеет много пор (до 30%). Спекание - процесс термической обработки, при котором поры закрываются и образуется связка между твердыми составляющими, т. е. отдельные зерна карбидов связываются друг с другом. Спекание должно привести к непосредственной реакции между зернами и связкой, поры должны пропасть. Для разных составов твердого сплава существуют свои типы процесса спекания. Многолетние исследования сделали спекание сложным и строго контролируемым процессом. Чтобы из заготовки получился инструментальный материал, при спекании требуется поддержание определенной температуры, контроль времени и внутренней среды в печи.
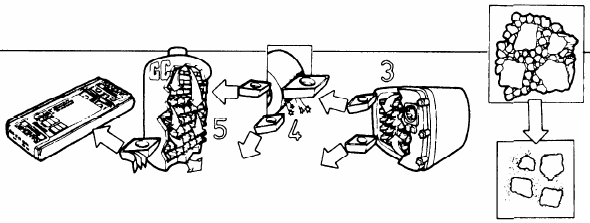
К моменту, когда температура достигает 1400-1600°С связующий металл расплавляется и растворяет большую часть карбидов. В этой точке 10-50% объема материала будет в расплавленном состоянии. Карбиды, не растворенные в расплаве, начинают расти за счет растворенных. Во время роста они меняют свою форму. Одновременно со структурными изменениями происходит усадка сплава и пропадают поры. При затвердевании растворенные карбиды осаждаются на нерастворенные из металлической связки.
При необходимости производится механическая обработка пластин, например, шлифовка или скругление режущей кромки. (Стадия 4).
Усовершенствование и укрепление связи между различными слоями покрытия и основой твердого сплава привело к созданию новых поколений твердых сплавов. Покрытия имеют один, два, три или более слоев, обеспечивающих различные свойства.
Толщина покрытия пластин составляет от 2 до 12 мкм (человеческий волос имеет диаметр в среднем 75 мкм). Твердые сплавы с покрытием производятся путем наложения слоев на пластину. Основным методом сегодня является химическое осаждение - CVD. Комбинация основы сплава и покрытия CVD - это основа производства современных твердых сплавов для точения, фрезерования и сверления. Основа процесса CVD - химические реакции различных газов. Пластины нагреваются до 1000°С.
Процесс CVD сегодня - это полностью контролируемый и автоматизированный процесс, который позволяет нанести покрытие практически на любую основу, покрытие будет однородным, а крепление покрытия к основе будет на должном уровне. На пластины может наноситься оксид алюминия, который обеспечивает пластине хорошие эксплуатационные свойства.
Другой метод покрытия - физическое осаждение - PVD. Этот процесс все больше используется для нанесения покрытия на твердые сплавы, хотя он более требователен к основе, на которую должен быть нанесен. Температура процесса составляет 500°С. Покрытие PVD особенно хорошо подходит для сложнопрофильных и острокромочных пластин, таких как пластины для фрезерования и сверления, а также сложных токарных пластин. Покрытие PVD тоньше, чем покрытие CVD. Покрытие CVD, благодаря наличию слоя оксида алюминия, обеспечивает большую износостойкость пластине и имеет толщину около 12 мкм
Пластины с покрытием:
Покрытие CVD: Основа сплава смесь WC/TiC/Co обеспечивает прочность пластины. Чем больше кобальта, тем большую прочность имеет сплав, но тем меньше износостойкость и красностойкость. В качестве первого слоя обычно используется карбонитрид титана - Ti(CN). Он обладает хорошей износостойкостью и твердостью, хорошо работает на задней поверхности пластины. Оксид алюминия AI2O3 сохраняет твердость и химическую инертность при высоких температурах. Этот слой обеспечивает прекрасную износостойкость, особенно стойкость к абразивному износу и окислению при обработке стали или чугуна. Тонкий слой нитрида титана TiN на поверхности пластины уменьшает трение и дает пластине золотой цвет.
Покрытие PVD: Покрытие PVD производится при меньших температурах, чем CVD и не влияет на основу сплава. Это покрытие тоньше, поэтому сохраняется острота режущей кромки. Такое покрытие прекрасно работает на пластинах, производящих чистовую обработку нержавеющей стали или нарезание резьбы, где выделяется сравнительно мало тепла.
Техническое обслуживание инструмента
Современный режущий инструмент, в основном, не требователен к обслуживанию. Если не принимать во внимание поворот и смену режущих пластин, то токарный, фрезерный и сверлильный инструмент надежно работает долгое время. Переточка инструмента уходит в прошлое, и даже размерная настройка требуется все реже. Стойкость инструмента предсказуема и контролируема в большинстве операций, кроме того меньшее количество инструмента способно выполнить большее количество задач, чем прежде. Модульные системы оснастки позволяют менять пластины, обслуживать инструмент и настраивать его вне станка, снижая таким образом простои.
Существует несколько основных требований к обслуживанию инструмента. Они направлены на то, чтобы процесс обработки был безопасным, инструмент служил дольше и обеспечивал качество обработки. Выполнение требований повышает надежность работы не только пластин, но всего инструмента. Это обеспечивает высокий уровень производительности и низкую себестоимость обработки.
Проверка износа и повреждений режущих пластин являются естественными и наиболее частыми видами обслуживания инструмента. Особенно важна проверка места непосредственного контакта пластины и заготовки. Наблюдение за развитием износа и управление этим развитием очень важны в любом варианте обработки. Если на режущей кромке развивается нетипичный вид износа для данной операции и материала, то пластина, как правило, быстро теряет режущие свойства. Это является индикатором неправильного выбора инструмента для данной операции. Анализ вида износа и его корректировка могут значительно продлить жизнь инструмента.
Повреждение пластины также может означать, что она установлена неверно. Пластина, которая ненадежно закреплена в гнезде будет двигаться, что скорее всего приведет к поломке. Кроме того, неаккуратное отношение к инструменту, удары при обслуживании и перемещении приводят к повреждению кромок на новом инструменте.
Опорная пластина и гнездо под режущую пластину
Опорная пластина - важная часть любой державки. Она является жестким основанием для режущей пластины и защищает корпус державки. Нужно проверять состояние опорной пластины при повороте или смене режущей.
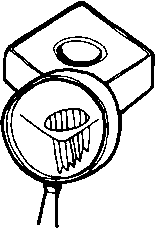
Поврежденная опорная пластина не будет эффективно поддерживать режущую, что может привести и к поломке последней. Поэтому всегда необходимо проверять правильность расположения режущей пластины и плотность её прилегания к поверхностям контакта гнезда.
Чтобы режущая пластина была закреплена надежно, гнездо и опорная пластина не должны иметь загрязнений. Твердые частицы, грязь и стружка должны быть удалены из гнезда любым доступным способом. Когда режущие пластины установлены, необходимо проверить на отсутствие зазоров между ними и опорными поверхностями гнезда. При закреплении винтом, рычагом или прижимом нужно удерживать режущую пластину в правильном положении в гнезде. Убедитесь, что боковые поверхности режущей пластины не висят над точками контакта и плотность прилегания к опорной пластине удовлетворительная. Это особенно касается длинных и узких пластин.
Также важно, чтобы углы опорных пластин не были сколоты. Такие повреждения приводят к тому, что пластина лишается опоры и это крайне нежелательно из-за низкого предела прочности твердого сплава на растяжение, а изгибные нагрузки вызывают как раз напряжения растяжения. С другой стороны, предел прочности на сжатие у твердого сплава высок, что позволяет ему выдерживать высокое давление.
При обработке нержавеющей стали пульсирующие усилия резания действуют на пластину и опору. Это может привести при высоких температурах к пластической деформации опоры и, как следствие, возникновению отпечатков профиля передней поверхности двусторонней пластины на поверхности опорной пластины. Этот момент необходимо проверить перед обработкой материала, который создает при резании высокое давление, например, при точении чугуна. Возникающая в результате неплоскостность опоры может привести к поломкам пластины, находящейся в гнезде.
Винты, прижимы и рычаги, закрепляющие пластины, должны закрепляться с требуемым усилием и с использованием соответствующего ключа или отвертки. Превышение усилия зажима приводит к чрезмерным растягивающим нагрузкам на винты, а недостаточное усилие может вызвать выход из строя режущей пластины.
Перед сборкой на крепежные винты следует нанести специальную смазку Molykote, которая предупреждает заклинивание и позволяет достигать требуемого усилия закрепления. Смазка наносится на резьбу и на головку винта.
Винты, которые закрепляют режущие пластины подвергаются высоким механическим и температурным нагрузкам. От этого небольшого, но важного элемента требуется очень много. Поэтому для закрепления пластин необходимо использовать только винты без повреждений. Если винт имеет какие-либо видимые повреждения, он должен быть заменен. Винт с повреждениями или растянутый винт не сможет надежно закрепить пластину, что приведет к вибрациям и выкрашиванию режущей кромки. Следовательно, не стоит экономить на такой мелочи как винт, чтобы обеспечить безопасность процесса обработки.
Всегда проверяйте состояние контактных поверхностей на корпусе токарного или фрезерного инструмента, или на хвостовике сверла. Нужно, чтобы на этих поверхностях не было повреждений или загрязнения, которые приводят к неплотному контакту между инструментом, базовым держателем и шпинделем станка. Все загрязнения должны быть тщательно удалены.
При проведении расточки, особенно важно обеспечить надежное закрепление инструмента в резцедержателе станка. Характер закрепления значительно влияет на качество обработки.
Также проверяйте поверхности контакта в резцедержателе. Опорная поверхность не должна иметь деформаций, особенно в месте выхода инструмента. Если державка неплотно прилегает к опорной поверхности, это увеличивает вылет инструмента и, следовательно, может привести к возникновению вибраций.

Для обслуживания инструмента используются соответствующие ключи и отвертки, которые должны быть в рабочем состоянии. Обычно ключи поставляются вместе с инструментом. Эти ключи полностью соответствуют требованиям данного инструмента. Некоторые отвертки и ключи имеют особые ручки в виде флажков, которые не позволяют превысить крутящий момент и усилие на винт.
Чистая, хорошо организованная и правильно обслуживаемая инструментальная оснастка сократит затраты любого производства. На складе должны присутствовать только те инструменты, которые часто используются в производстве и действительно необходимы. Каталоги предлагают полную программу инструмента, которая предоставляет большие возможности по обработке различных деталей.
И наконец, очень важным фактором для механообработки является жесткость.
Основная причина плохого качества обработки и низкой безопасности процесса - недостаточная жесткость. Если одно звено в цепи инструментальной наладки имеет низкую жесткость. Этот изъян распространится на все соседние звенья. Возможным способом увеличения жесткости является использование правильно выбранного инструмента, уменьшение вылетов и применение оснастки максимально возможного сечения. Низкая жесткость - это большая себестоимость обработки, низкая производительность и потеря времени.
Кратко о техническом обслуживании инструмента:
• проверьте величину износа инструмента
• проверьте опорные пластины на предмет повреждения
• убедитесь в чистоте гнезда под пластину
• убедитесь, что режущая пластина установлена правильно
• убедитесь в наличии соответствующих ключей и отверток
• убедитесь в надежном закреплении режущей пластины винтом
• смазывайте винты перед сборкой инструмента
• убедитесь, что контактные поверхности на державках, адаптерах и станке чистые и не имеют повреждений
• убедитесь в надежном закреплении инструмента
• обеспечте максимальную жесткость системы СПИД

Размещено: 07.11.2018